Toggle Dropdown
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УСТРОЙСТВА ДЛЯ КРЕПЛЕНИЯ ТЕПЛОВОЙ ИЗОЛЯЦИИ СТАЛЬНЫХ СОСУДОВ И АППАРАТОВ
Конструкция и размеры. Технические требования
ГОСТ 17314-81
Arrangements for fostening heat insulation of steel vessels and apparatus.
Construction and dimensions. Technical requirements
Дата введения 01.01.82 в части втулки В2 - 01.01.85
1. РАЗРАБОТАН И ВНЕСЕН Министерством монтажных и специальных строительных работ СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.02.81 г. № 782
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 23.06.89 № 1969
6. ИЗДАНИЕ (декабрь 2004 г.) с Изменениями № 1, 2, утвержденными в декабре 1986 г., июне 1989 г. (ИУС 3-87, 10-89)
Настоящий стандарт распространяется на устройства для крепления наружной тепловой изоляции и их размещения на стальных стационарных сосудах и аппаратах (далее - устройства) с температурой вещества в объектах от минус 100 до плюс 600 °С включительно, диаметром не менее 500 мм, с криволинейными или плоскими поверхностями, применяемые в химической, нефтехимической, нефтеперерабатывающей, энергетической и других отраслях промышленности.
Стандарт не распространяется на устройства, применяемые для резервуаров, изготовляемых способом рулонирования, и сферических резервуаров.
1.1. В зависимости от типа изоляции и способа ее крепления устройства изготовляют в трех исполнениях:
1 - для крепления одинарным штырем изоляции толщиной до 100 мм;
2 - для крепления двойным штырем изоляции толщиной до 260 мм;
3 - для крепления подвеской полносборных теплоизоляционных конструкций толщиной от 40 до 120 мм.
1.2. Конструкция устройств и их применение должны соответствовать указанным на черт. 1-12 и в табл. 1.
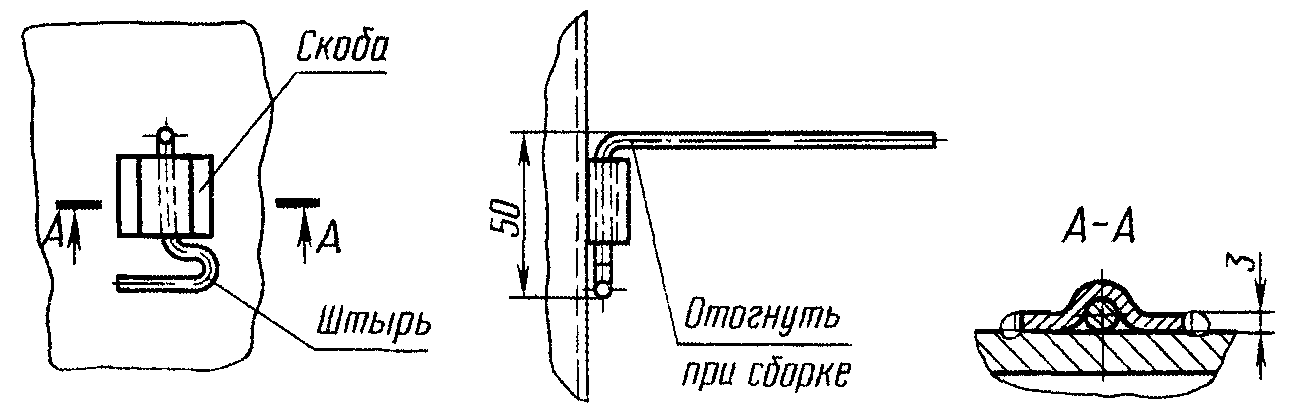
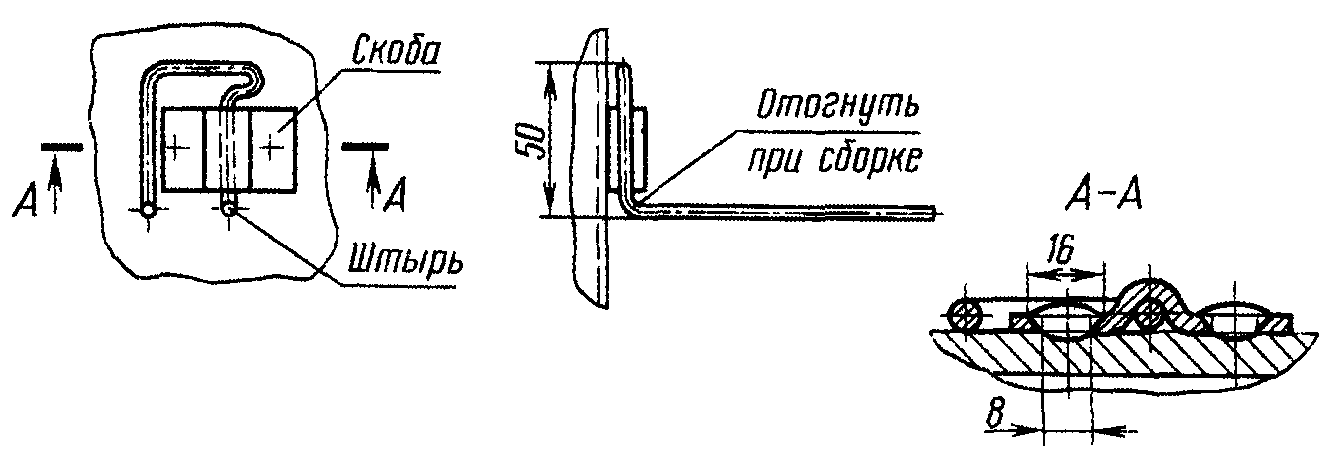
Устройство, состоящее из скобы С1 и одинарного штыря Ш1
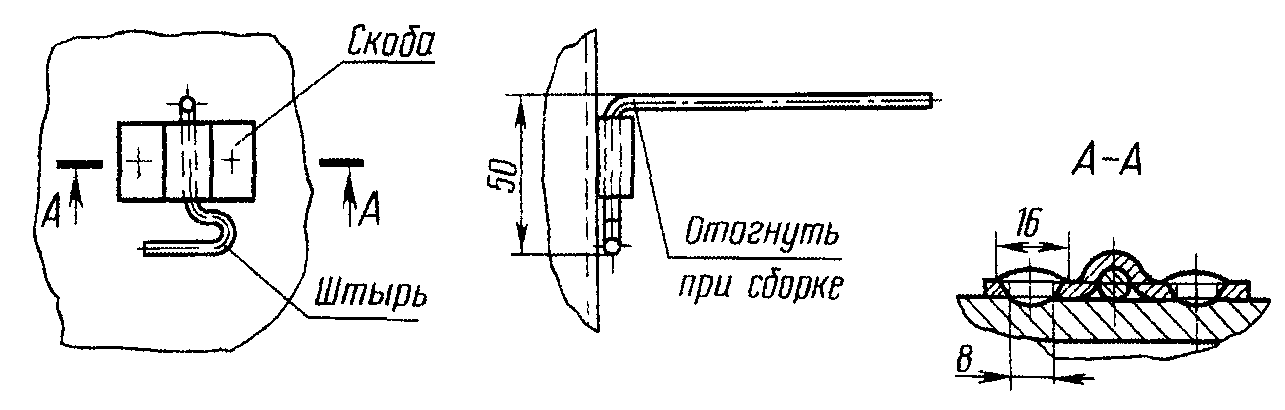
Устройство, состоящее из скобы С2 и одинарного штыря Ш1
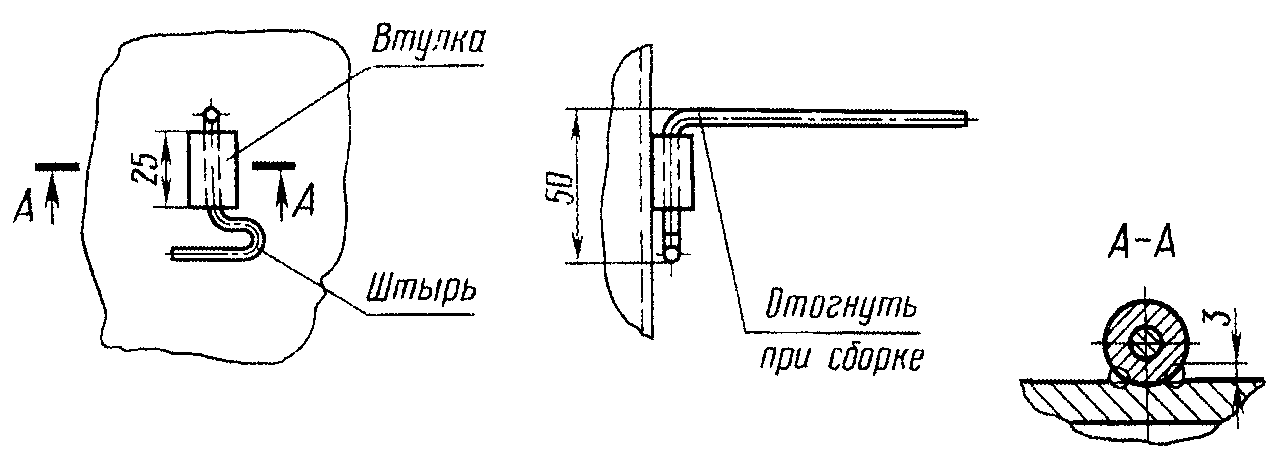
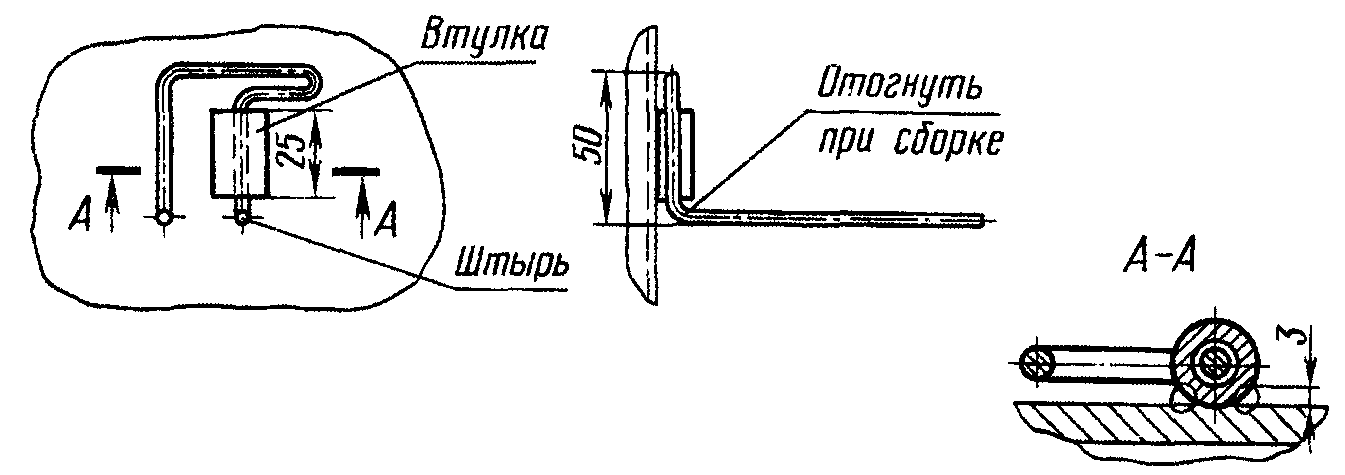
Устройство, состоящее из втулки В1 и одинарного штыря Ш1
Устройство, состоящее из скобы С1 и двойного штыря Ш2
Устройство, состоящее из скобы С2 и двойного штыря Ш2
Устройство, состоящее из втулки В1 и двойного штыря Ш2
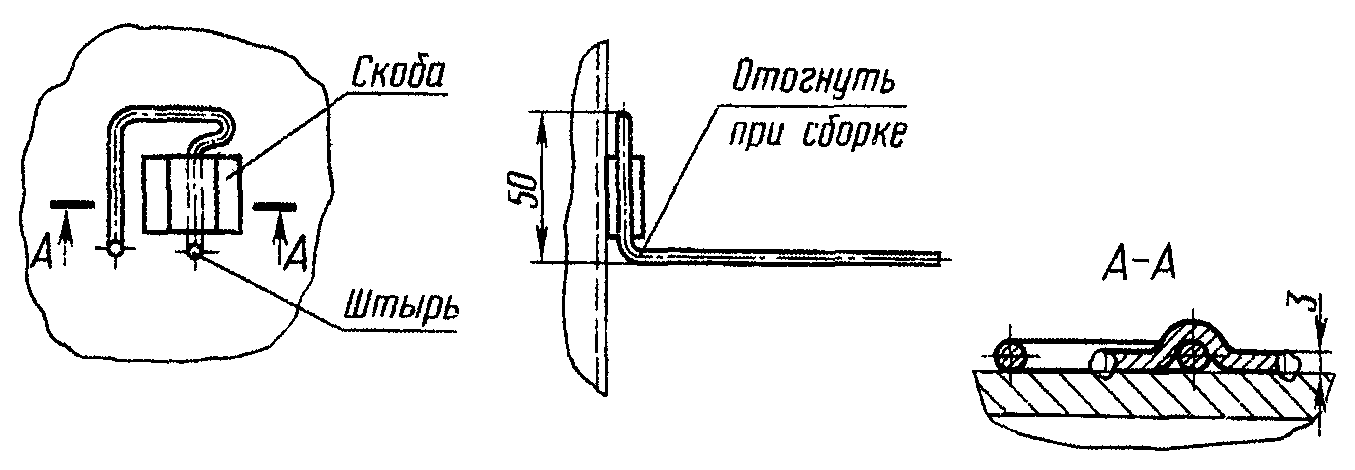
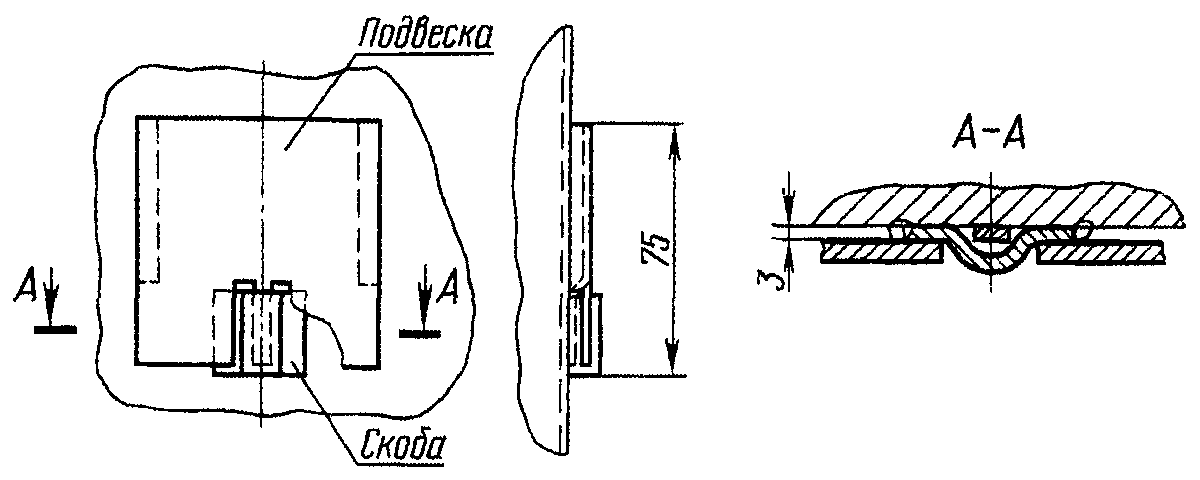
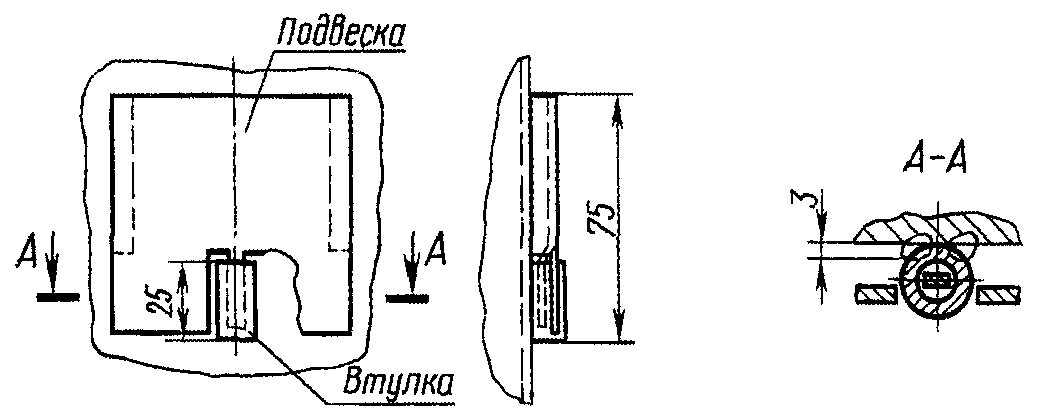
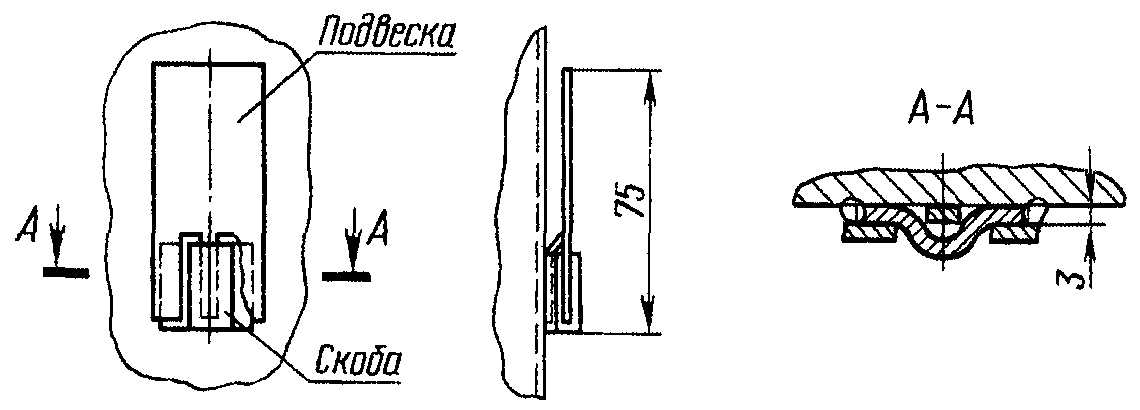
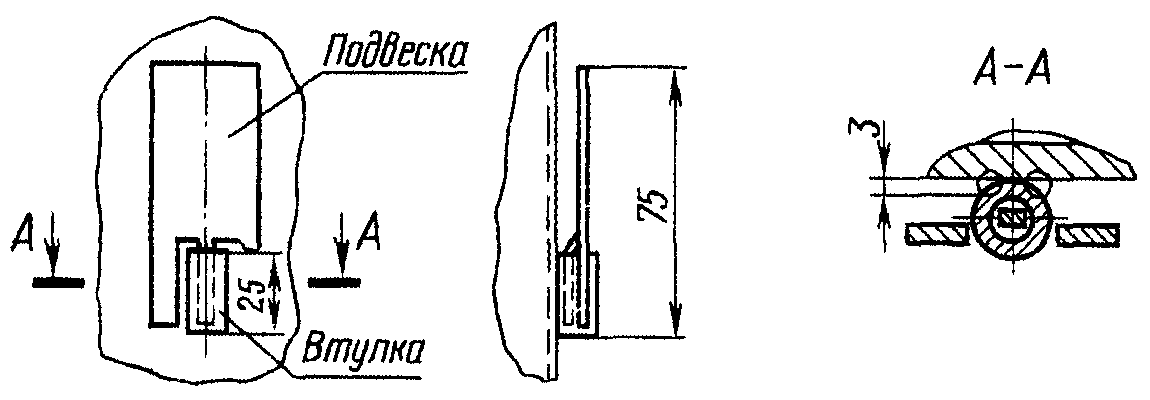
Устройство, состоящее из скобы С1 и подвески П1
Устройство, состоящее из скобы С2 и подвески П1
Устройство, состоящее из втулки В1 и подвески П1
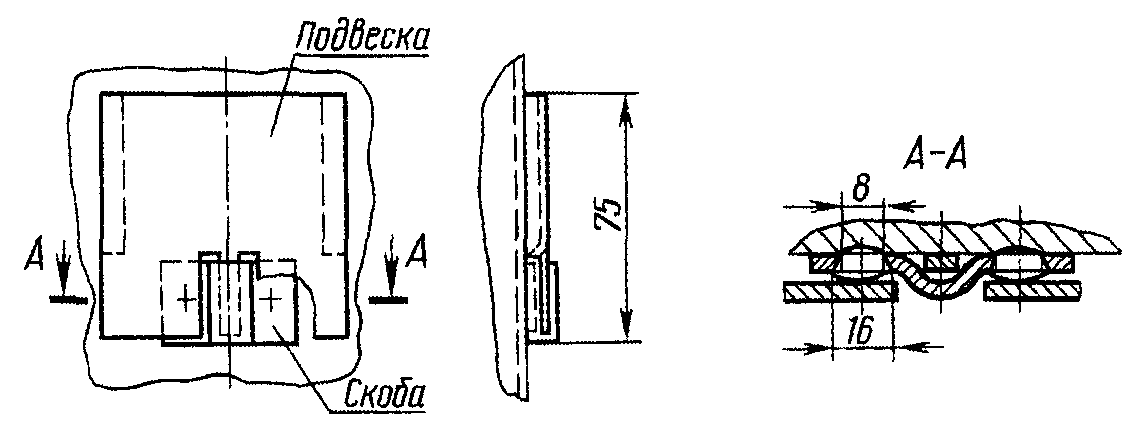
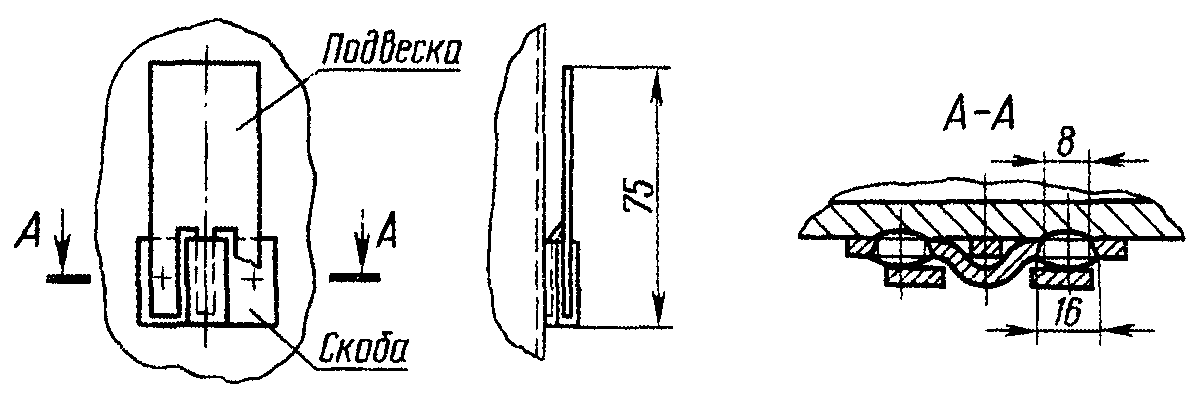
Устройство, состоящее из скобы С1 и подвески П2
Устройство, состоящее из скобы С2 и подвески П2
Устройство, состоящее из втулки В1 и подвески П2
| Обозначение устройства | Применяемость | Масса, кг, не более | Код ОКП |
| Конструкция теплоизоляции и предельная толщина | Толщина теплоизоляции, мм |
| С1-Ш1/60 | Для крепления теплоизоляции из мягких и полужестких изделий толщиной до 100 мм | До 60 | 0,046 | 48 3437 0001 |
| С2-Ш1/60 | 0,053 | 48 3437 0002 |
| В1-Ш1/60 | 0,045 | 48 3437 0003 |
| С1-Ш1/100 | Св. 60 до 100 включ. | 0,052 | 48 3437 0005 |
| С2-Ш1/100 | 0,059 | 48 3437 0006 |
| В1-Ш1/100 | 0,051 | 48 3437 0007 |
| С1-Ш2/50 | Для крепления теплоизоляции из жестких изделий толщиной до 100 мм | До 50 | 0,069 | 48 3437 0008 |
| С2-Ш2/50 | 0,076 | 48 3437 0009 |
| В1-Ш2/50 | 0,068 | 48 3437 0010 |
| С1-Ш2/100 | Св. 50 до 100 | 0,085 | 48 3437 0013 |
| С2-Ш2/100 | 0,092 | 48 3437 0014 |
| В2-Ш2/100 | 0,084 | 48 3437 0015 |
| С1-Ш2/160 | Для крепления теплоизоляции из мягких и полужестких изделий толщиной до 260 мм | Св. 100 до 160 включ. | 0,103 | 48 3437 0016 |
| С2-Ш2/160 | 0,110 | 48 3437 0017 |
| В1-Ш2/160 | 0,102 | 48 3437 0018 |
| С1-Ш2/200 | Св. 160 до 200 включ. | 0,116 | 48 3437 0021 |
| С2-Ш2/200 | 0,123 | 48 3437 0022 |
| В1-Ш2/200 | 0,115 | 48 3437 0023 |
| С1-Ш2/260 | Св. 200 до 260 | 0,138 | 48 3437 0024 |
| С2-Ш2/260 | 0,146 | 48 3437 0025 |
| В1-Ш2/260 | 0,137 | 48 3437 0026 |
| С1-П1 | Для крепления полносборных теплоизоляционных конструкций толщиной до 120 мм | Св. 40 до 120 включ. | 0,159 | 48 3437 0027 |
| С2-П1 | 0,166 | 48 3437 0028 |
| В1-П1 | 0,158 | 48 3437 0029 |
| С1-П2 | 0,065 | 48 3437 0030 |
| С2-П2 | 0,072 | 48 3437 0031 |
| В1-П2 | 0,064 | 48 3437 0032 |
Примечание. Выбор исполнения подвески зависит от вида крепежной детали на полносборной теплоизоляционной конструкции.
Пример условного обозначения устройства исполнения 1 со скобой С1 для крепления одинарным штырем Ш1 изоляции толщиной до 60 мм:
Устройство С1-Ш1/60 ГОСТ 17314-81
Устройство В1-Ш1/60 ГОСТ 17314-81
Пример условного обозначения устройства исполнения 2 со скобой С1 для крепления двойным штырем Ш2 изоляции толщиной до 160 мм:
Устройство С1-Ш2/160 ГОСТ 17314-81
Устройство В1-Ш2/160 ГОСТ 17314-81
Пример условного обозначения устройства исполнения 3 со скобой С1 для крепления подвеской П1 полносборных теплоизоляционных конструкций толщиной от 40 до 120 мм:
Устройство С1-П1 ГОСТ 17314-81
Устройство В1-П1 ГОСТ 17314-81
Пример условного обозначения устройства исполнения 3 со скобой С1 для крепления подвеской П2 полносборных теплоизоляционных конструкций толщиной от 40 до 120 мм:
Устройство С1-П2 ГОСТ 17314-81
Устройство В1-П2 ГОСТ 17314-81
1.3. Для устройств в исполнении 1 (черт. 2), исполнении 2 (черт. 6) и исполнении 3 (черт. 9 и 12) допускается применять укороченную втулку, привариваемую способом электрической дугоконтактной сварки (см. примечание к черт. 15) и п. 2.3.
1.4. Устройства для крепления наружной тепловой изоляции состоят из приварных и съемных деталей, являющихся частью аппарата.
Конструкция, размеры и масса приварных деталей должны соответствовать указанным на черт. 13-15 и в табл. 2, а съемных деталей - на черт. 16-19 и в табл. 3 и 4.
Скоба С1
Черт. 13 | Скоба С2
Черт. 14 |
| Обозначение скобы | Длина развертки, мм, не более | Масса, кг, не более |
| С1 | 31 | 0,018 |
| С2 | 45 | 0,026 |
Пример условного обозначения скобы С1:
Масса - не более 0,017 кг
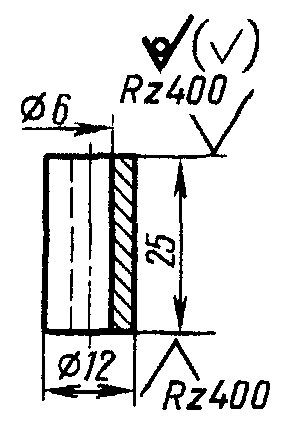
Пример условного обозначения втулки В1:
Примечание. Допускается применять укороченную втулку (В2) длиной не менее 14 мм (без изменения остальных размеров).
| Размеры в мм |
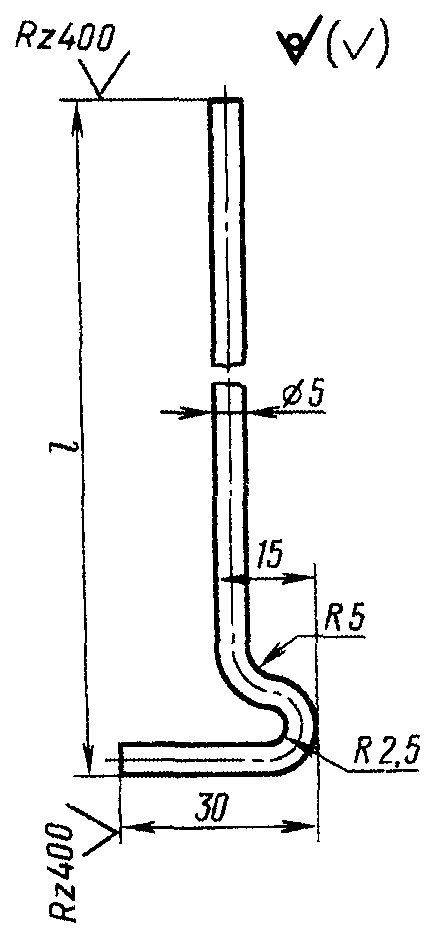
| Обозначение штыря | l | Длина развертки, не более | Масса, кг, не более |
| Ш1/60 | 140 | 170 | 0,026 |
| Ш1/100 | 180 | 210 | 0,032 |
Пример условного обозначения одинарного штыря Ш1 для изоляции толщиной до 60 мм:
| Размеры в мм |
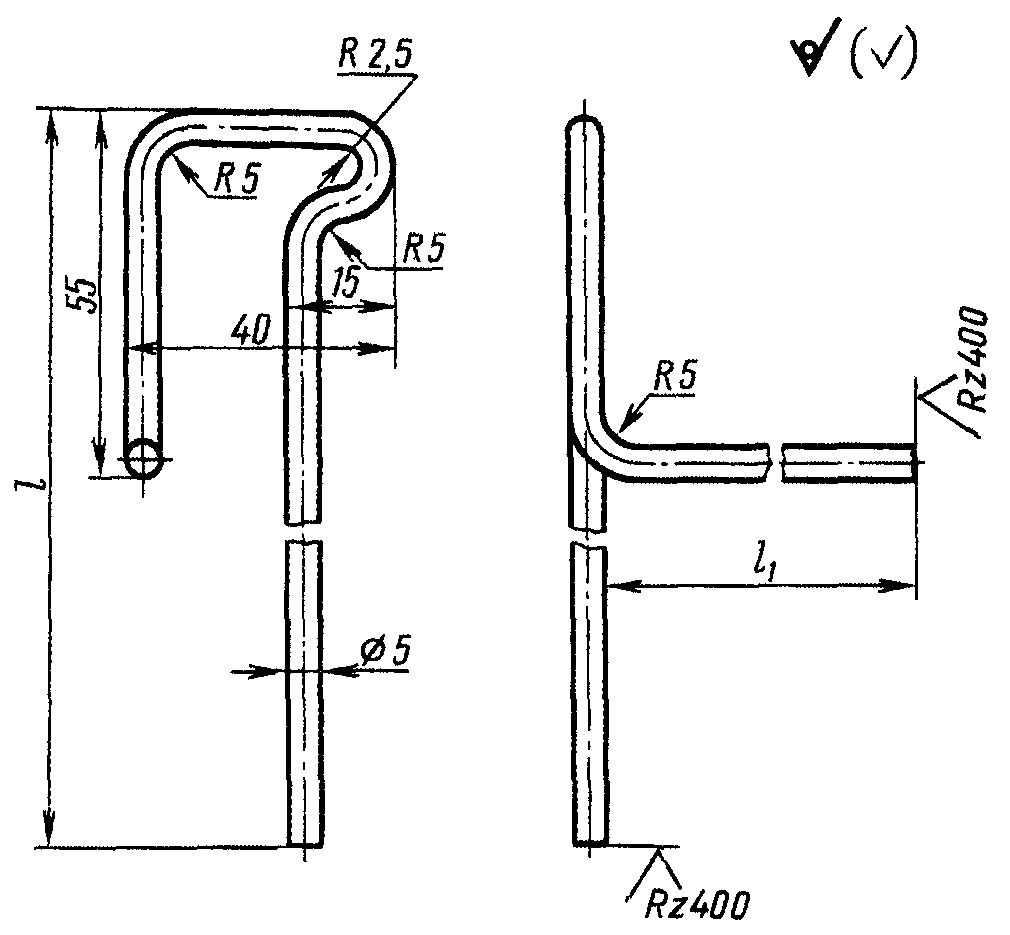
| Обозначение штыря | l | l 1 | Длина развертки, не более | Масса, кг, не более |
| Ш2/50 | 140 | 90 | 311 | 0,048 |
| Ш2/100 | 190 | 140 | 411 | 0,063 |
| Ш2/160 | 250 | 200 | 531 | 0,082 |
| Ш2/200 | 290 | 240 | 611 | 0,094 |
| Ш2/260 | 350 | 300 | 731 | 0,113 |
Пример условного обозначения двойного штыря Ш2 для изоляции толщиной до 50 мм:
Длина развертки - не более 79 мм.
Масса - не более 0,141 кг.
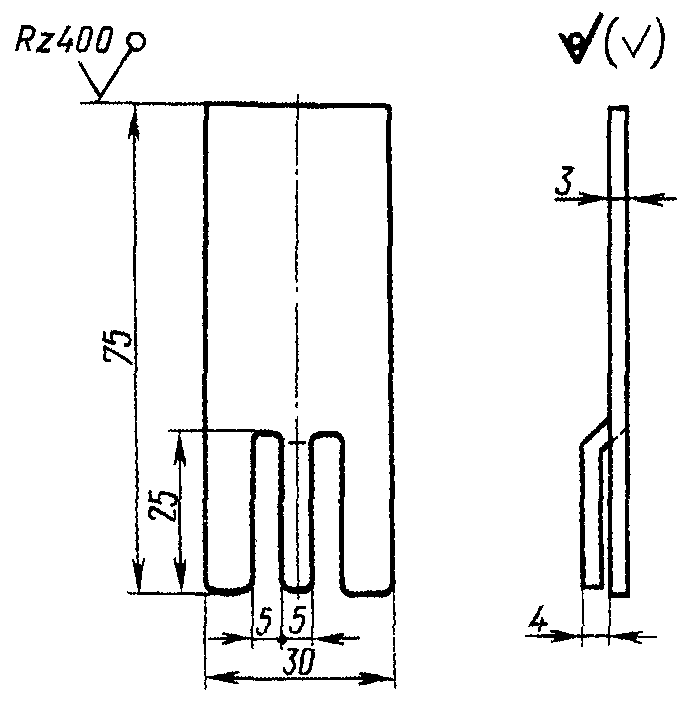
Масса - не более 0,047 кг
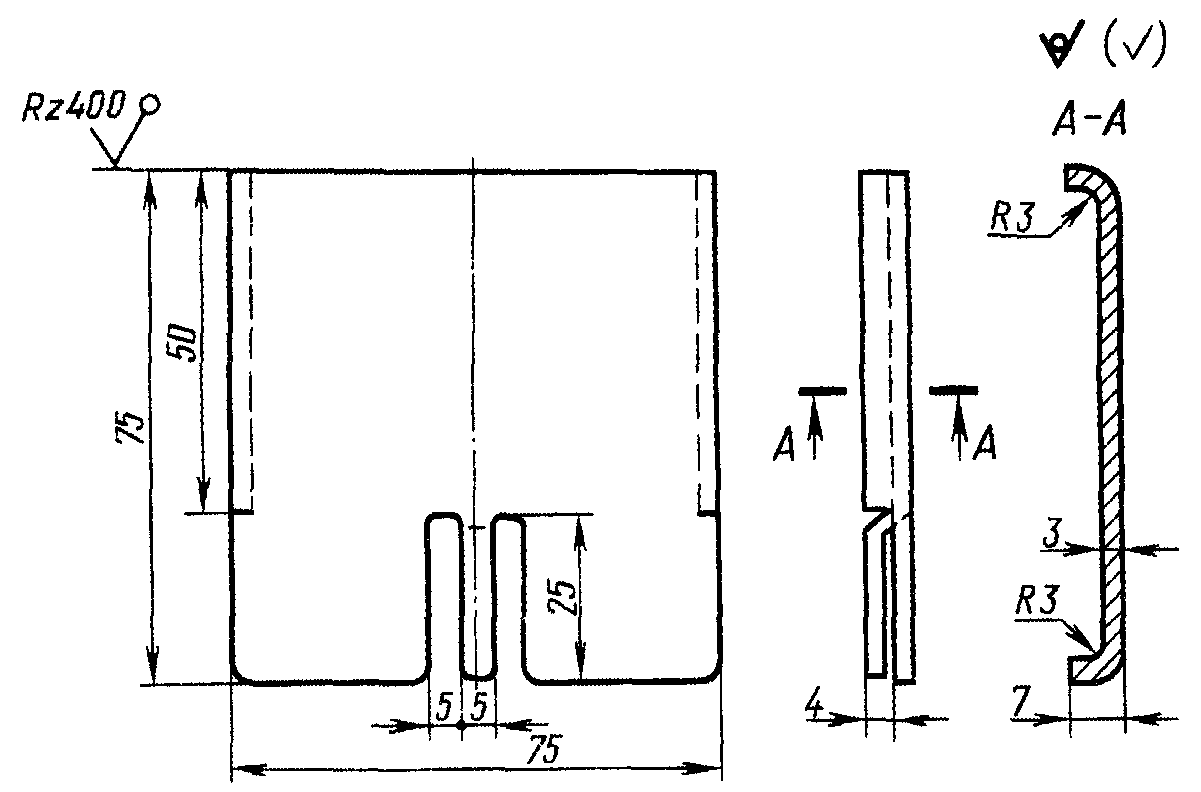
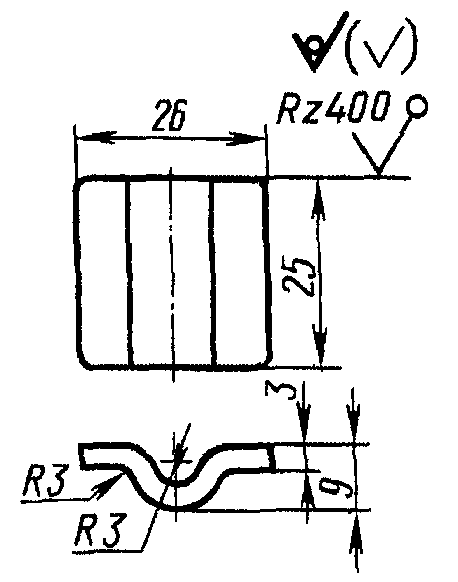
Пример условного обозначения подвески П1:
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Устройства следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
Скобы и втулки приваривают к поверхности сосудов и аппаратов на предприятии - изготовителе оборудования. Съемные детали устанавливают во время монтажа тепловой изоляции.
2.2. Материал приварных деталей выбирают в зависимости от материала корпусов сосудов и аппаратов, к которым их приваривают. Материал съемных деталей: одинарный штырь, двойной штырь - стальная низкоуглеродистая проволока общего назначения 5-0-4 по ГОСТ 3282; материал подвески - сталь марки Ст3 по ГОСТ 380.
При наличии специальных требований защитные покрытия съемных деталей выбирают по ГОСТ 9.303.
Допускается на корпусы сосудов и аппаратов из аустенитной стали приваривать детали из углеродистой стали.
2.3. Сварной шов привариваемых втулок должен выдерживать усилие на срез не менее 1200 Н.
2.4. На приварных и съемных деталях не должно быть острых кромок и расслоений металла. Торцы приварных и съемных деталей должны быть под углом 90° к оси детали.
На приварных и съемных деталях не допускаются следы обработки и вмятины, выходящие за пределы отклонений, установленных стандартами на соответствующий сортамент.
2.5. Предельные отклонения длины съемных деталей - по классу "очень грубый" ГОСТ 30893.1, остальные размеры -  по ГОСТ 25347.
по ГОСТ 25347.
2.6. Предельные отклонения размеров приварных деталей - по ГОСТ 25347.
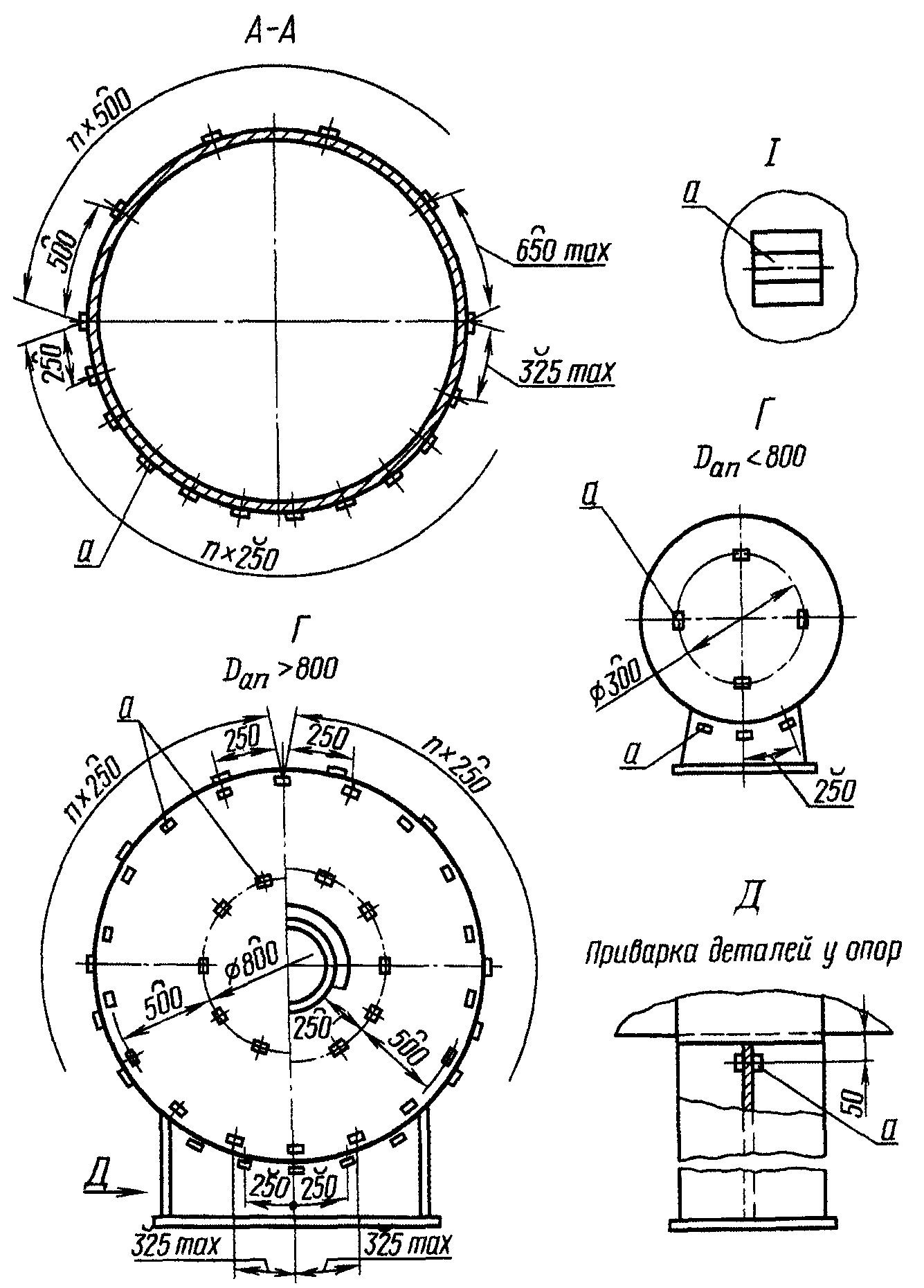
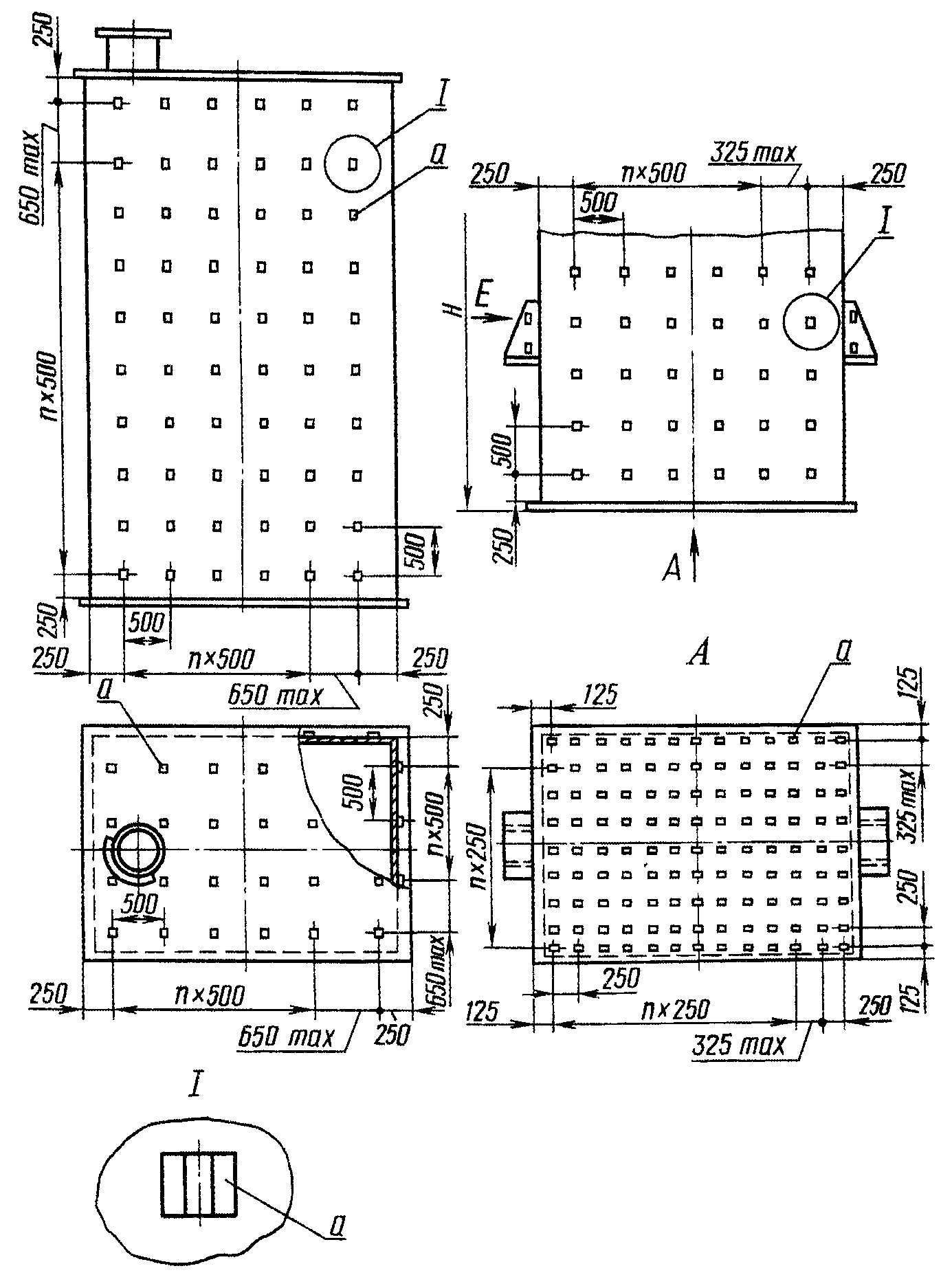
2.7. Места размещения приварных деталей на корпусах сосудов и аппаратов должны соответствовать указанным на рабочих чертежах. Порядок размещения приварных деталей дан в приложении 1.
Допуск перпендикулярности - предельное отклонение оси приварной детали на вертикальных аппаратах от вертикали, на горизонтальных аппаратах от горизонтали (перекос) - 2 мм на полной длине детали. Предельное смещение осей приварных деталей от вертикали и горизонтали - 2 мм.
Примечание. На устройствах для строповки аппаратов (монтажных штуцерах и др.) устанавливать приварные детали не допускается.
2.8. Приварные детали внутри опорных обечаек сосудов и аппаратов размещают, отступив от шва приварки обечайки к корпусу сосуда (аппарата), на расстоянии, указанном в приложении 1, черт. 1.
2.9. При попадании приварной детали на сварной шов корпуса сосуда или аппарата допускается изменять шаг приварки детали, смещая от края сварного шва на расстояние, равное толщине стенки сосуда или аппарата. В этом случае расстояние между приварными деталями, расположенными по обе стороны от смещенной детали, должно быть равно сумме двух заданных шагов.
2.10. Не допускается увеличивать шаг замыкающего звена приварных деталей более чем на 0,3 шага.
2.11. При изоляции отдельных частей сосудов и аппаратов допускается размещать приварные детали только на поверхности, подлежащей изоляции.
2.12. Виды крепления изоляции даны в приложении 2.
2.13. Правила приемки съемных деталей - по ГОСТ 17769 для изделий грубой точности.
2.14. Упаковка съемных деталей и маркировка тары - по ГОСТ 18160.
2.15. Для кантовки аппаратов на роликовых опорах допускается в двух местах устанавливать приварные детали на расстоянии до 1000 мм по длине аппарата.
(Введен дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ 1
УКАЗАНИЯ ПО РАЗМЕЩЕНИЮ ПРИВАРНЫХ ДЕТАЛЕЙ НА СОСУДАХ И АППАРАТАХ
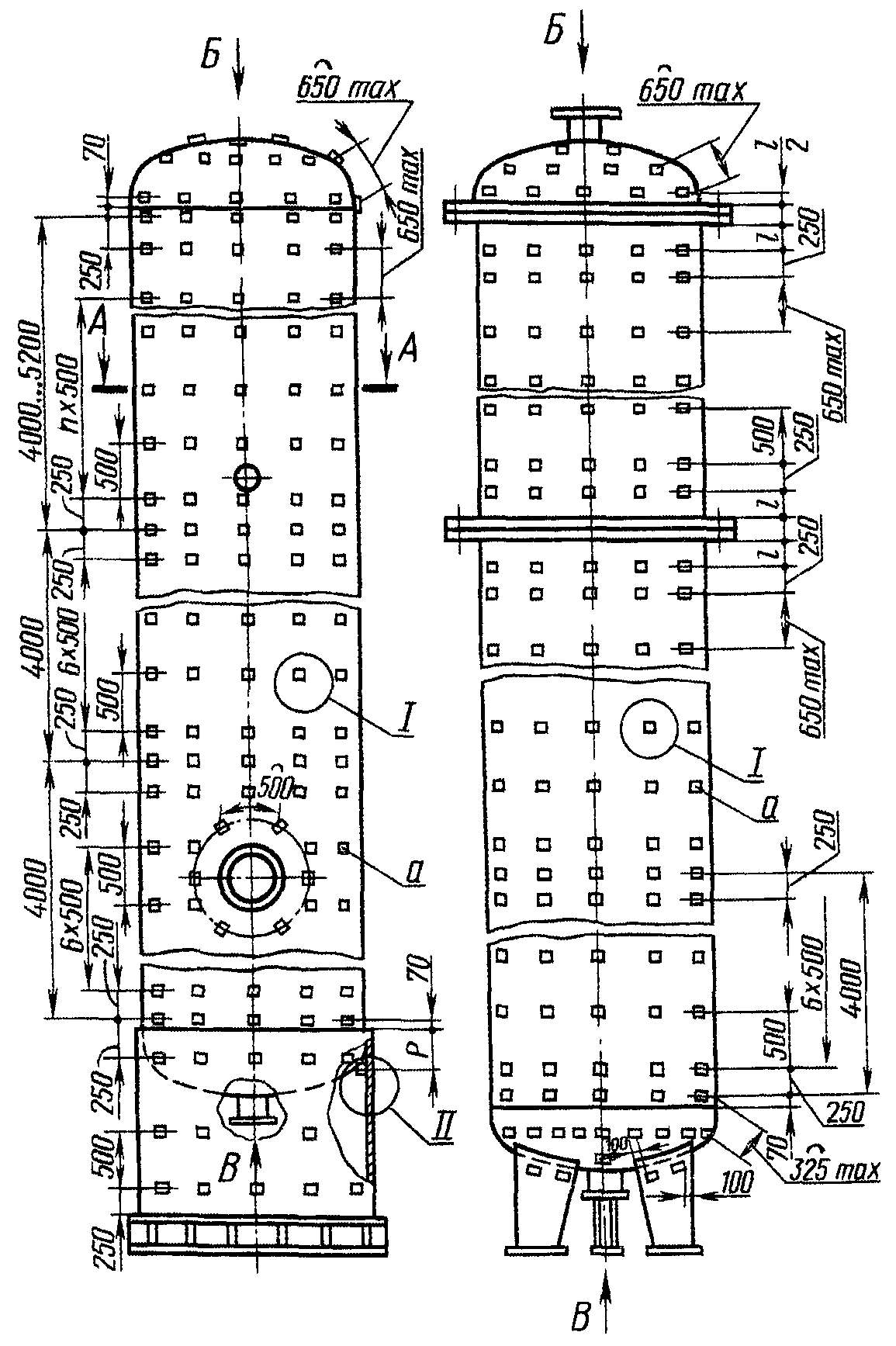
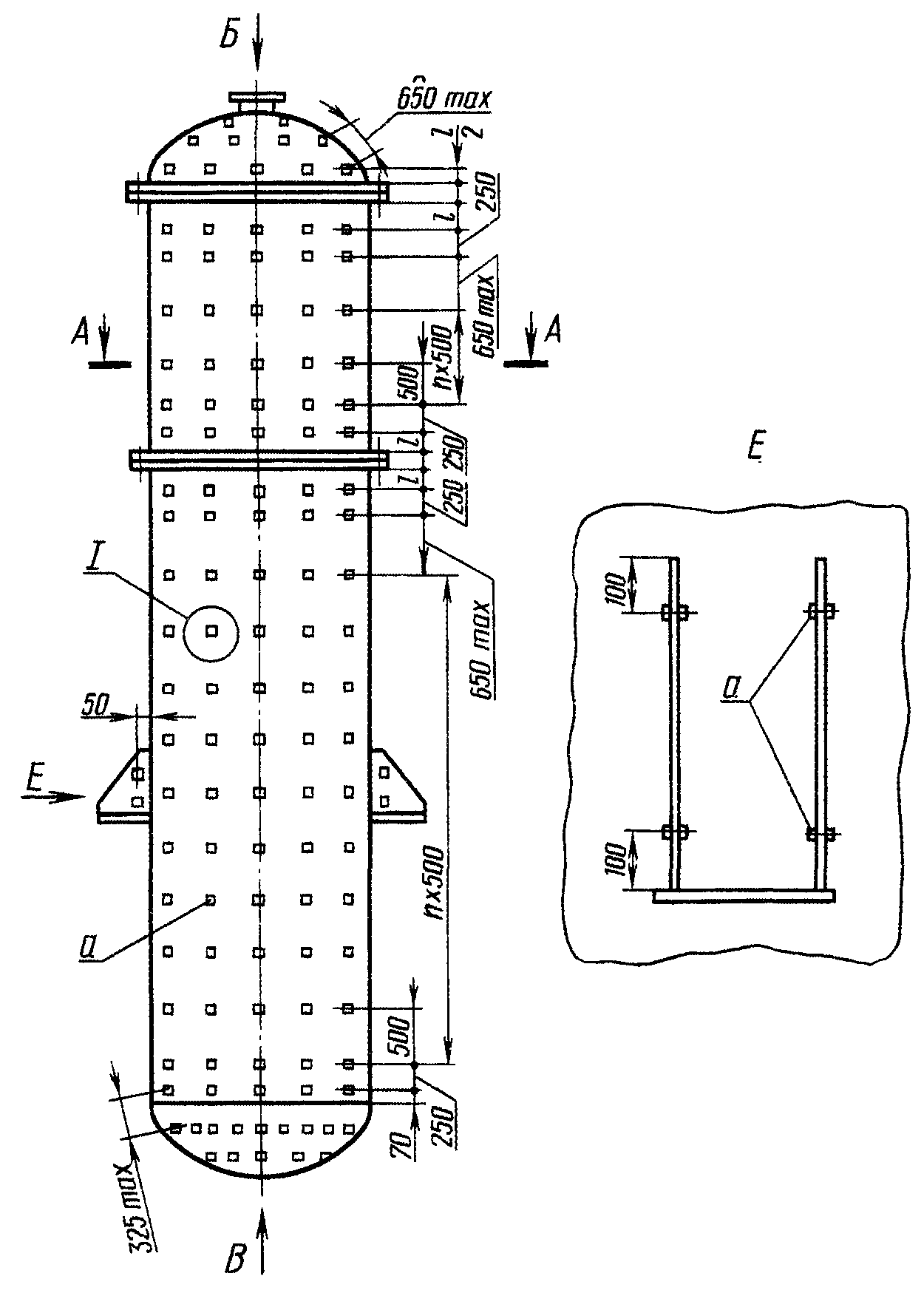
1. Приварные детали на сосудах и аппаратах размещают:
а) на вертикальных объектах: в вертикальном и горизонтальном направлениях с шагом 500 мм, отступив от анкерных болтов фланцевых соединений или сварных соединений либо сварных швов, соединяющих днища (крышки) и корпуса сосудов и аппаратов, на расстояния, указанные на черт. 1-3;
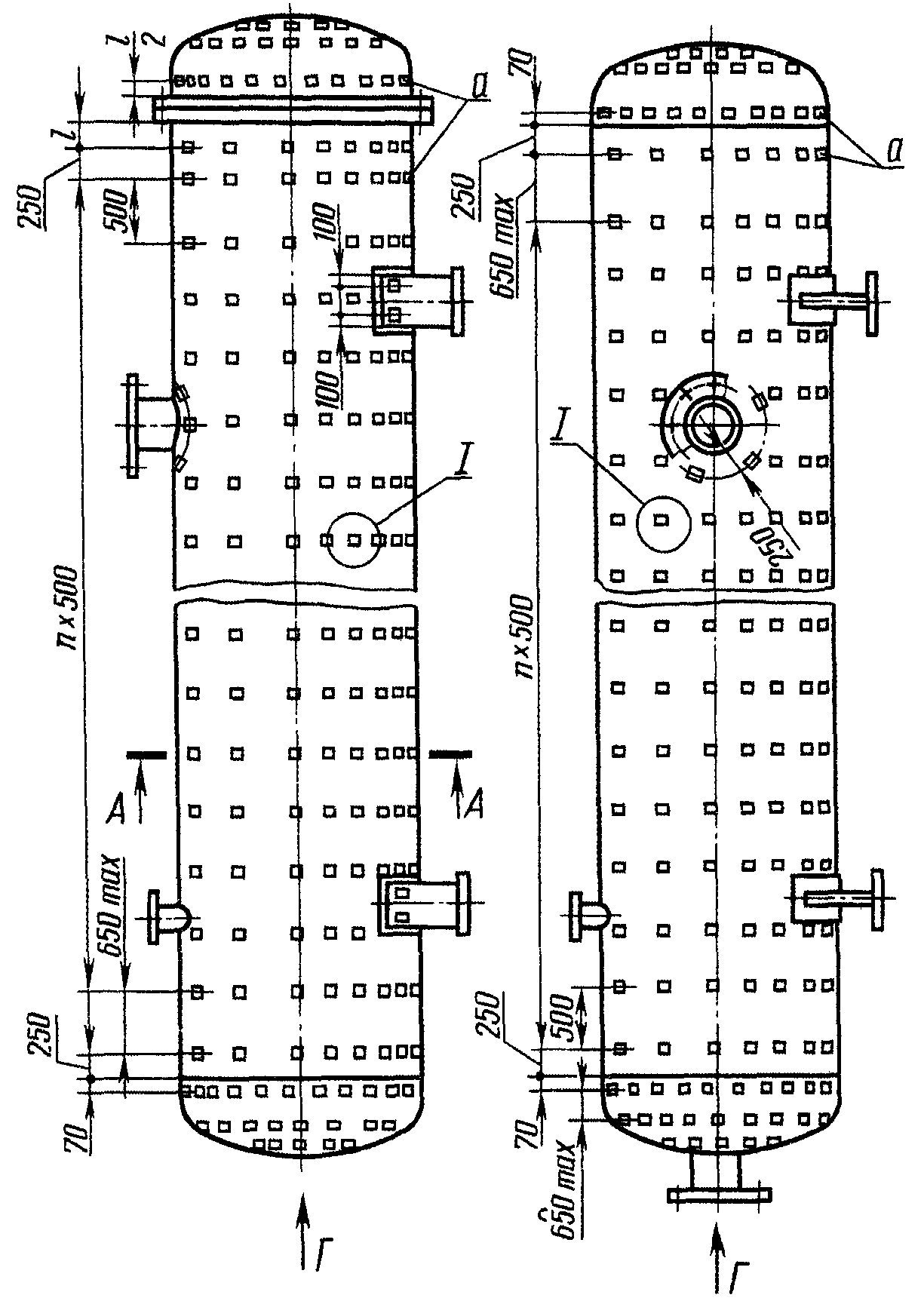
б) на горизонтальных объектах: в горизонтальном направлении с шагом 500 мм, отступив от фланцевых соединений или сварных швов, соединяющих днища (крышки) и корпуса сосудов и аппаратов, на расстояния, указанные на черт. 4 и 5;
в вертикальном направлении: на верхней половине объекта с шагом 500 мм; на нижней половине объекта с шагом 250 мм. Отсчет шага ведут от плоскости горизонтального диаметра;
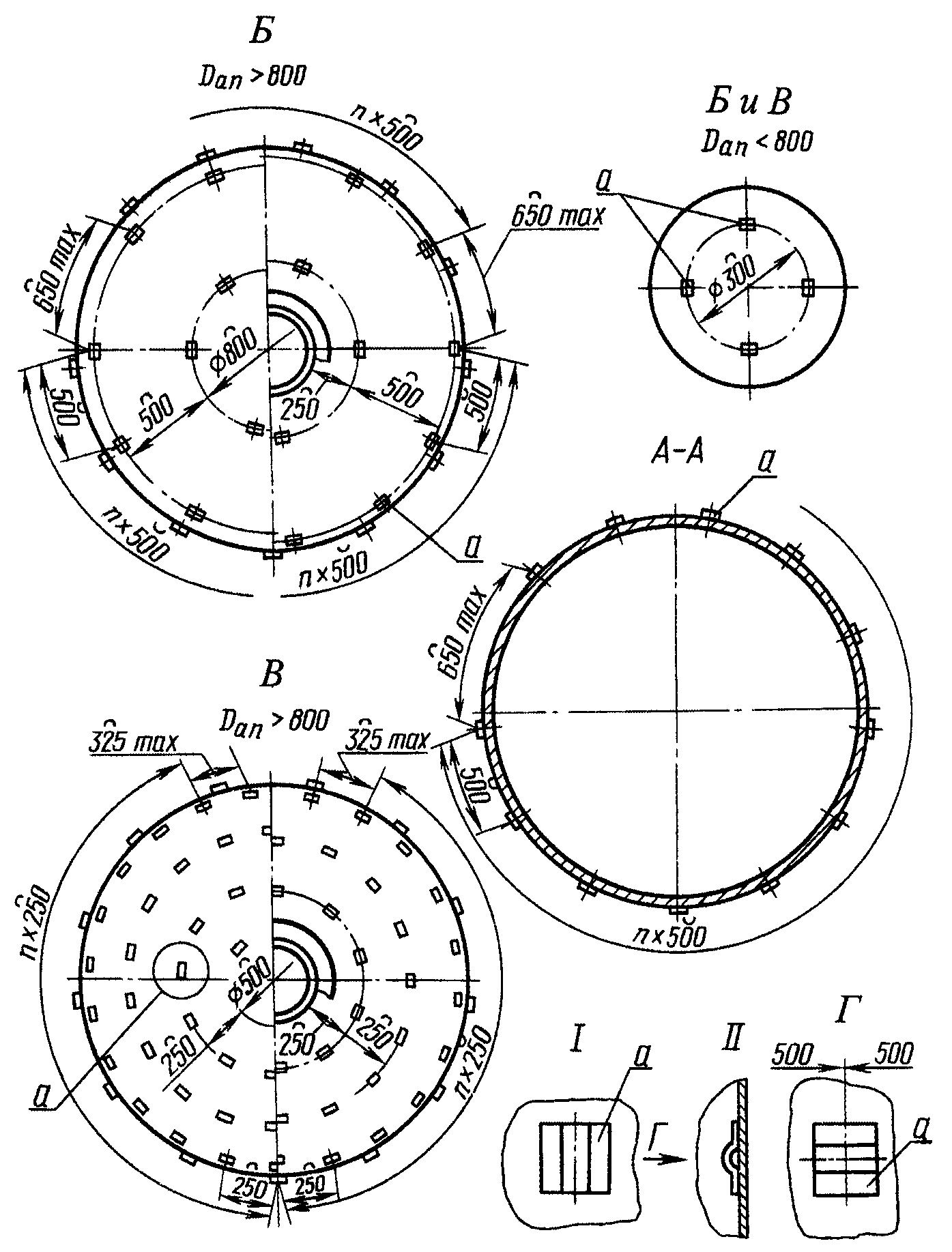
в) на днищах и крышках - в соответствии с черт. 3, 5 и 6 (на конических днищах и крышках по примеру черт. 3 и 5);
г) на опорах аппаратов с шагом 500 мм - в соответствии с черт. 1, 2, 4 и 5.
Для устройства с подвесками допускается по согласованию между изготовителем и потребителем изменить шаг приварки размещения приварных деталей на значение, кратное 500 мм.
l - длина болта плюс 50 мм; a - приварная деталь
| P , мм | 200 | 330 | 400 | 600 | 800 | 1060 | 1100 | 1200 |
| Диаметр аппарата, мм | До 1000 | От 1000 до 2000 включ. | До 3000 | До 4000 | До 6000 | До 8000 | До 10000 | До 12000 |
l - длина болта плюс 50 мм; a - приварная деталь
l - длина болта плюс 20 мм; a - приварная деталь
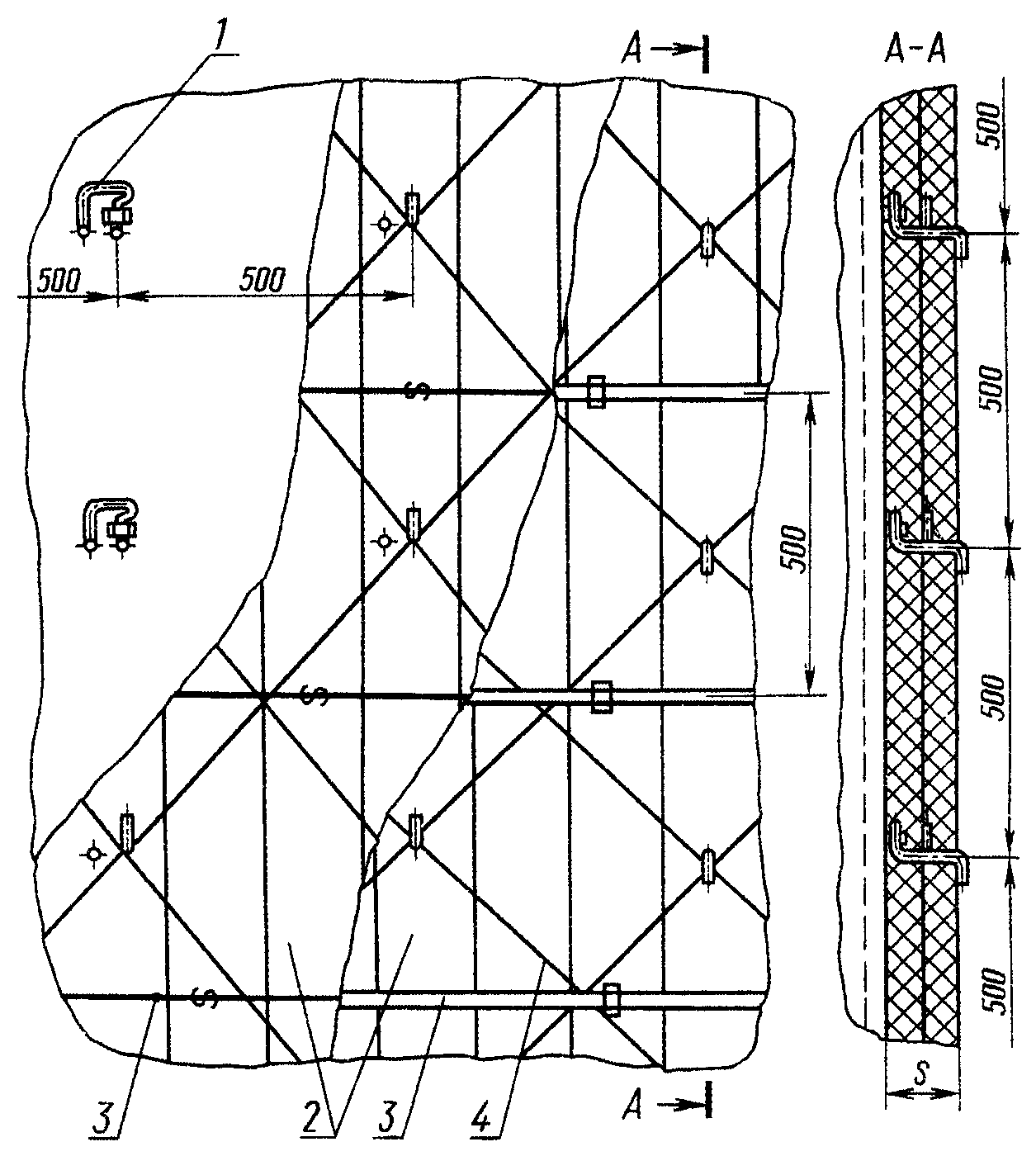
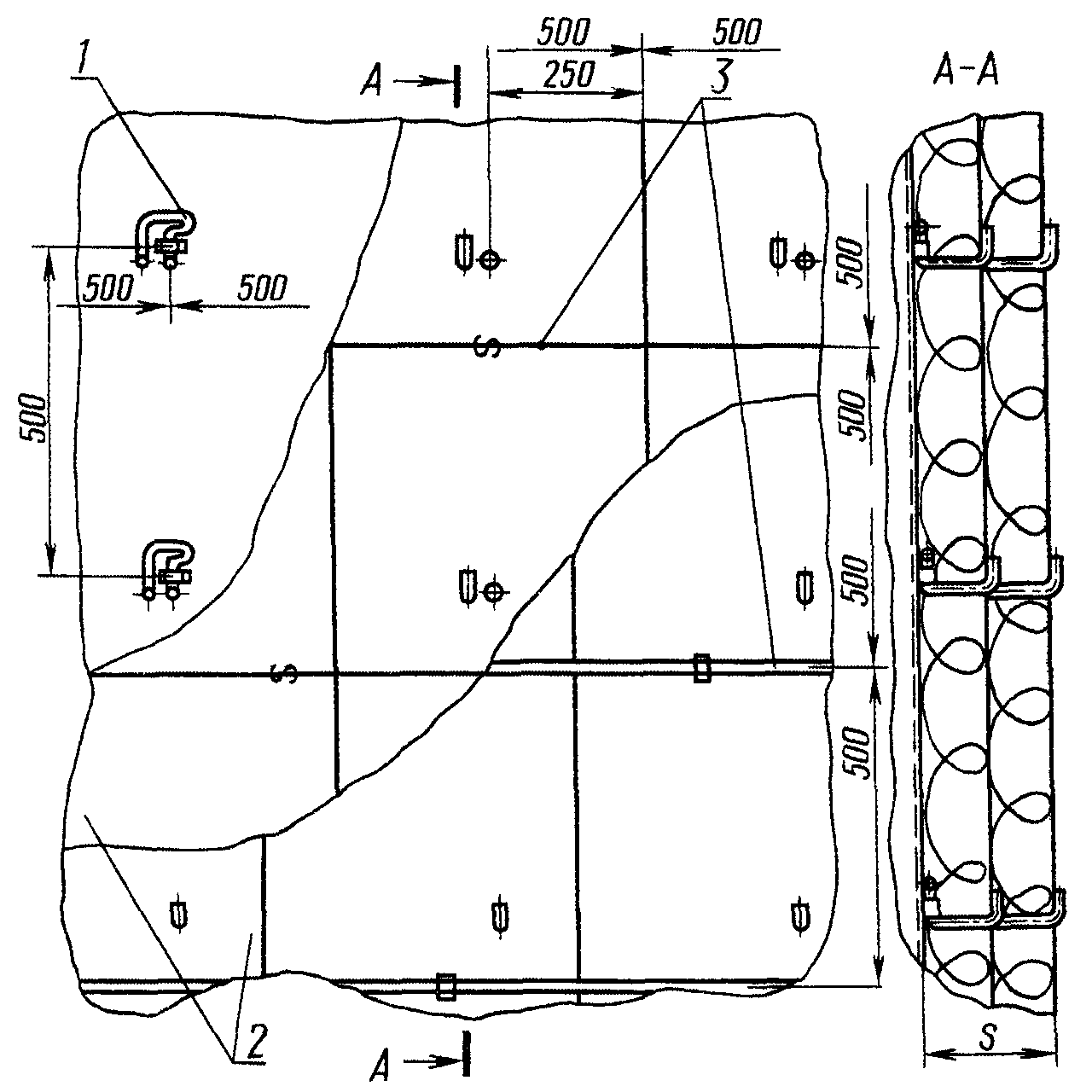
ВИДЫ КРЕПЛЕНИЯ ТЕПЛОВОЙ ИЗОЛЯЦИИ
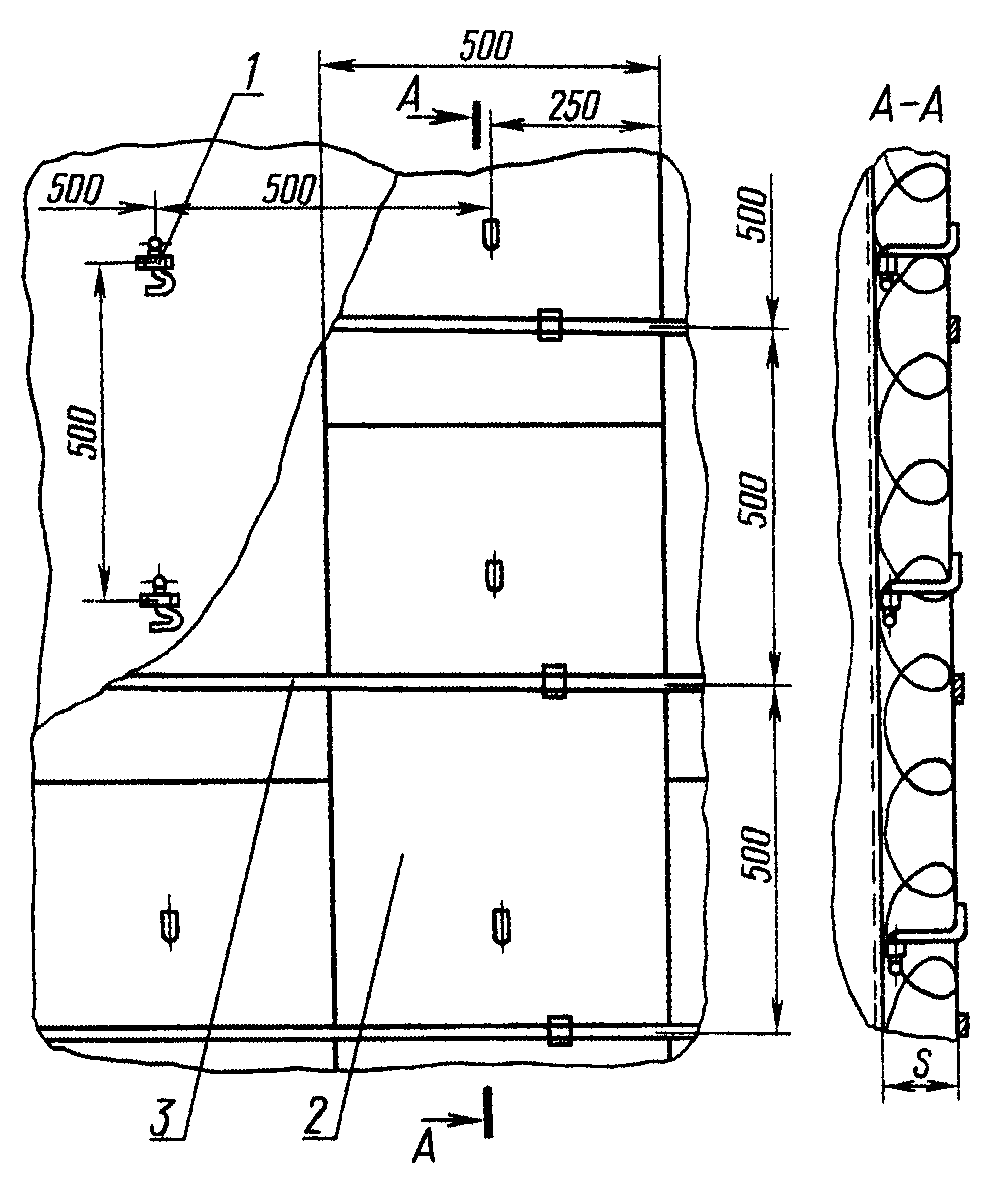
1. Тепловую изоляцию в виде изделия из мягких или полужестких волокнистых материалов (минеральной ваты, ваты из стеклянного волокна, асбеста) на связках или в обкладках при толщине слоя до 100 мм крепят устройством исполнения 1 (черт. 1); при толщине слоя св. 100 до 260 мм включ. - устройством исполнения 2 (черт. 4).
2. Тепловую изоляцию в виде изделия из жестких материалов в один и два слоя (плит, сегментов и др.) крепят устройством исполнения 2 (черт. 2 и 3).
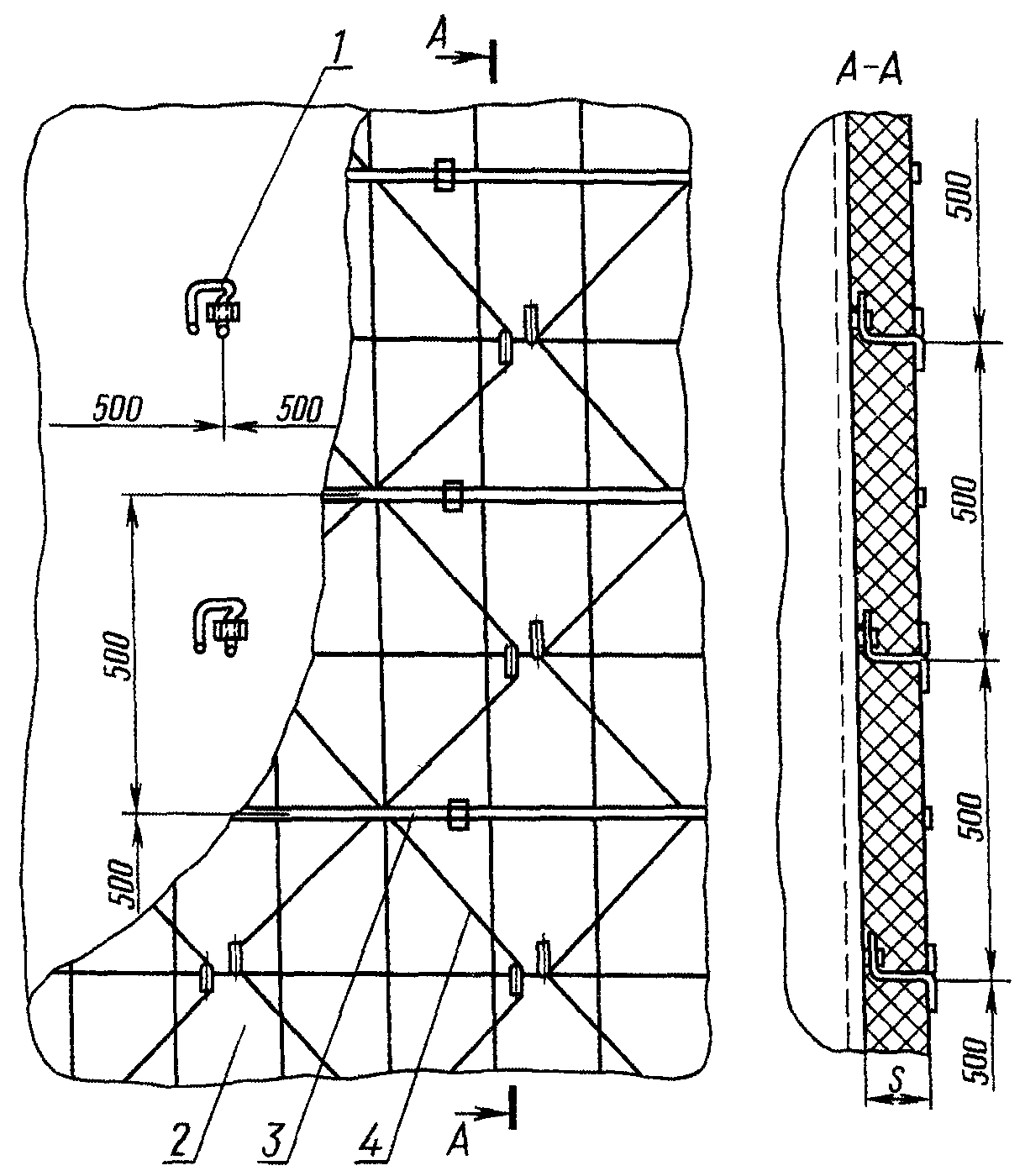
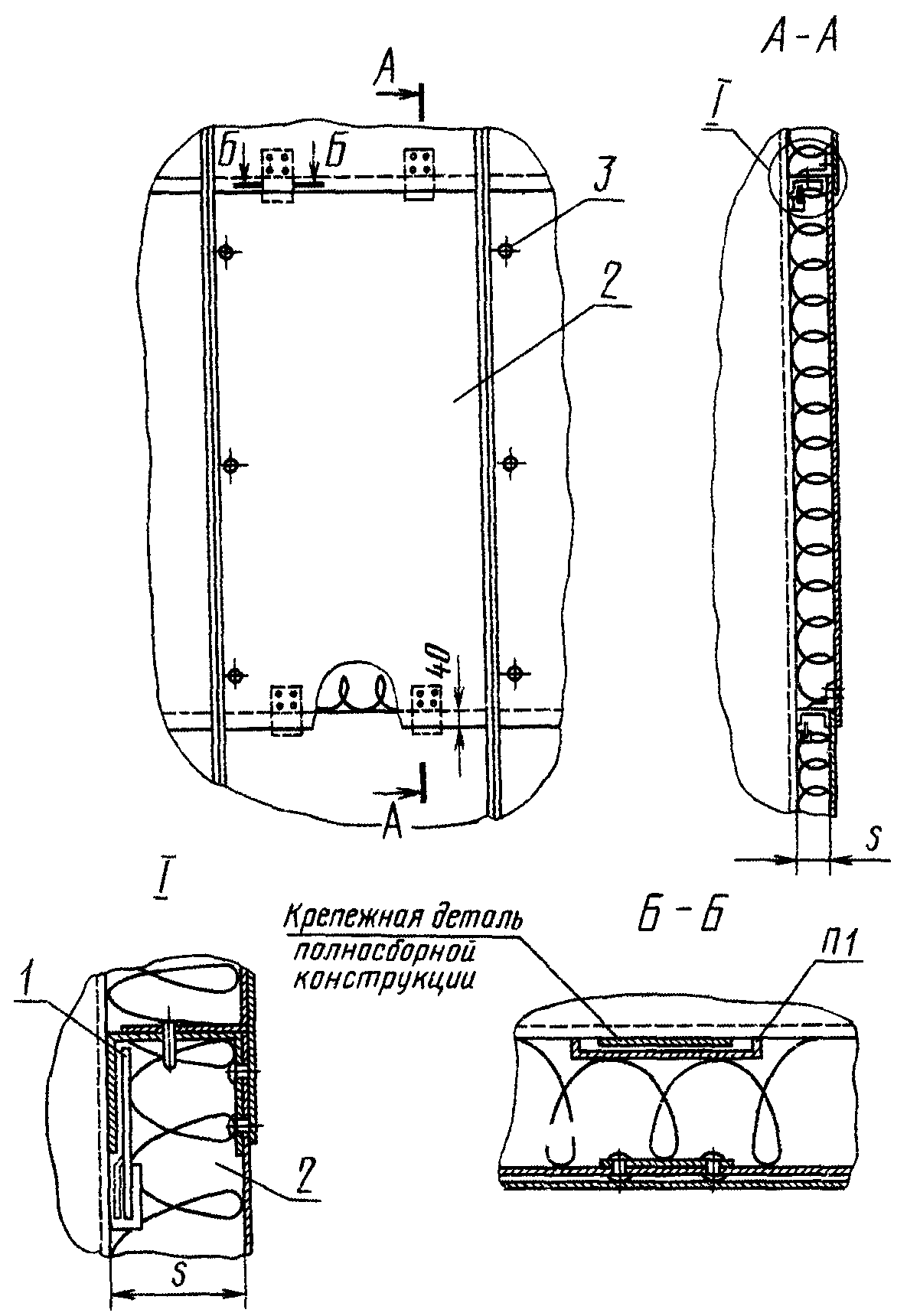
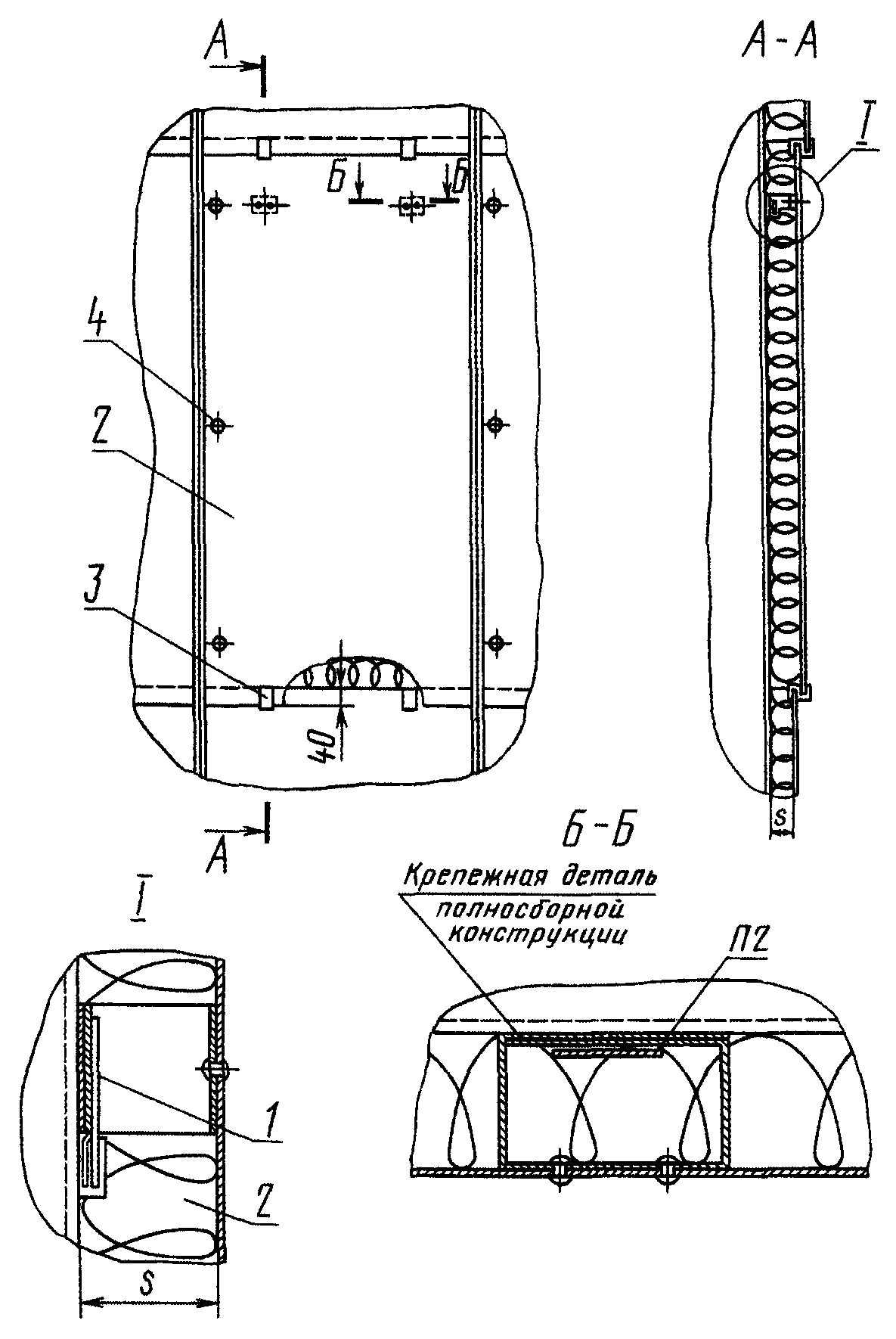
3. Тепловую изоляцию в виде изделия из полносборных теплоизоляционных конструкций крепят устройством исполнения 3 (черт. 5 и 6).
1 - устройство для крепления изоляции со штырем Ш1; 2 - теплоизоляционный слой;
1 - устройство для крепления изоляции со штырем Ш2; 2 - теплоизоляционный слой;
3 - бандаж или кольцо; 4 - стяжка
1 - устройство для крепления изоляции со штырем Ш2; 2 - теплоизоляционный слой;
3 - бандаж или кольцо; 4 - стяжка
1 - устройство для крепления изоляции со штырем Ш2; 2 - теплоизоляционный слой;
1 - устройство для крепления изоляции; 2 - полносборная конструкция с подвеской П1;
3 - винт для крепления элементов полносборных конструкций
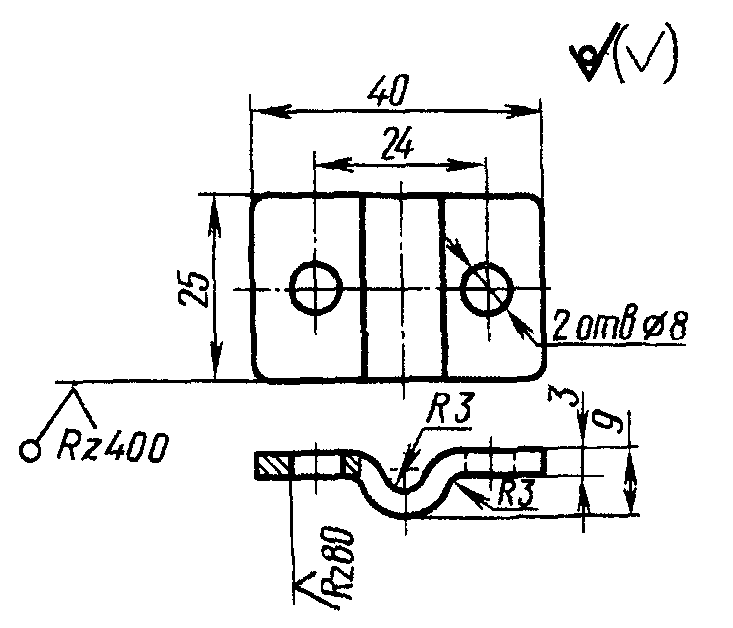
1 - устройство для крепления изоляции с подвеской П2; 2 - полносборная конструкция;
3 - скоба для крепления элементов полносборных конструкций; 4 - винт для крепления элементов полносборных конструкций