Assessment methods of resistance to molten metal splash









Отправить по почте
ГОСТ Р ИСО 9185-2007
Данный документ может применяться на территории Республики Казахстан в соответствии с приказом Председателя Комитета технического регулирования и метрологии Министерства индустрии и новых технологий Республики Казахстан от 27.01.2012 г. № 62-од
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ Система стандартов безопасности труда ОДЕЖДА СПЕЦИАЛЬНАЯ ЗАЩИТНАЯ Метод оценки стойкости к выплеску расплавленного металла
Occupational safety standards system. Special protective clothing.
Assessment methods of resistance to molten metal splash
Дата введения 2007-07-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании" , а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации средств индивидуальной защиты ТК 320 "СИЗ" на основе официального аутентичного перевода ФГУП "СТАНДАРТИНФОРМ" стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации средств индивидуальной защиты ТК 320 "СИЗ"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 20 февраля 2007 г. N 18-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 9185:1990 "Одежда защитная. Оценка стойкости материалов к выплеску расплавленного металла" (ISO 9185:1990 "Protective clothing - Assessment of resistance of materials to molten metal splash").
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Введение
В последние годы возрос интерес к параметрам огнестойкости текстильных изделий. В металлургической промышленности основной сопутствующей опасностью являются тепловой поток и выплеск расплавленного металла. В настоящем стандарте приведен метод испытаний, по которому можно оценить защитную способность различных материалов.
При испытании учитывают свойства теплопередачи испытуемых материалов и их динамическое сопротивление прониканию расплавленного металла. Методика испытания основана на пошаговом увеличении массы металла. Предполагается, что в числе эксплуатационных характеристик будет установлено требование к массе металла, которая, будучи вылитой на материал, не приведет к повреждению слоя, имитирующего кожу.
Принцип метода испытания является таким, что может быть использован любой металл, но для определенных расплавленных металлов (например, щелочные и щелочноземельные металлы) необходимо менять материал, из которого изготавливают оборудование, а также принимать дополнительные меры безопасности.
Если необходимы изменения параметров испытания, например, для проведения оценки материалов в качестве защиты от особо опасных металлов, то могут быть изменены два условия испытания (высота разлива и угол наклона образца к горизонтали). В приложении А приведены рекомендованные условия испытания для ограниченного ряда металлов.
1 Область применения
Настоящий стандарт устанавливает метод оценки стойкости материалов к выплеску расплавленного металла, используемых для защитной одежды. Важно отметить, что хорошая стойкость материала к расплавленному чистому металлу не гарантирует хорошей защиты от шлака.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями.
2.1 высота разлива (pour high): Вертикальное расстояние от оси вращения разливочного желоба до центра крепежной рамы.
2.2 индекс выплеска расплавленного металла (molten metal splash index): Число, равное минимальной массе вылитого расплавленного металла, который сразу же вызывает повреждение слоя, имитирующего кожу.
2.3 повреждение (damage): Любое сглаживание, видоизменение рельефа тиснения или образование дырок на поверхности имитатора кожи, достигающих по ширине не менее 5 мм.
Примечание - Там, где повреждение происходит в виде отдельных пятен, ширина каждого пятна суммируется на любом горизонтальном участке.
3 Сущность метода
Сущность метода заключается в том, что небольшое количество расплавленного металла разливают на испытуемый образец, закрепленный под углом к горизонтали на небольшой крепежной раме. Повреждение оценивают после разлива металла путем осмотра наружного покрытия из поливинилхлорида (ПВХ), помещенного непосредственно под испытуемым образцом. Также отмечают любое прилипание металла к поверхности испытуемого образца. В зависимости от результата испытание повторяют, используя большое или меньшее количество металла, до тех пор, пока не будет найдено минимальное количество металла, вызывающее повреждение слоя, имитирующего кожу.
4 Испытательное оборудование
4.1 Промышленный металл, соответствующий конечному использованию.
Примечание 1 - Рекомендуется использовать крупные опилки или маленькие кусочки, вырезанные из твердых заготовок или листов, т.к. установлено, что мелкие опилки трудно плавятся. В приложении А приведен диапазон значений температуры разлива, соответствующий различным металлам.
4.2 Имитатор кожи, представляющий собой тисненую пленку ПВХ с поверхностной плотностью (230±10) г/м, на котором при испытании, описанном в приложении В, не возникает никакого сглаживания или видоизменения тиснения центральной области при температуре блока, равной (166±2) °С, но все эти дефекты проявляются при температуре блока, равной (183±2) °С.
4.3 Тигель* с приблизительными внешними размерами: высота 97 мм, верхний диаметр 80 мм, нижний диаметр 56 мм и вместимость (при заполнении до краев) 190 см.
_____________
* Для большинства расплавленных металлов наиболее пригодными для тигля являются материал, наполненный графитом (при использовании индукционной печи), или керамика (при использовании муфельной печи).
4.4 Разъемный держатель тигля, с помощью которого тигель с расплавленным металлом можно быстро и безопасно вынимать из печи и помещать в испытательную установку.
4.5 Печь, позволяющая работать при температуре на 100 °С выше температуры разлива, указанной в приложении А. Печь может быть либо муфельной, либо индукционной.
Примечание 2 - Муфельные печи способны вмещать не менее четырех тиглей, т.е. внутренние размеры печи составляют приблизительно 135х190х780 мм, но требуется несколько часов для того, чтобы расплавить такие металлы, как сталь, железо и медь. Индукционные печи вмещают один тигель, и эти же металлы плавятся в них менее чем за 30 мин.
4.6 Датчик температуры - небольшая термопара или оптический бесконтактный прибор, позволяющие измерять температуру расплавленного металла не ниже 1650 °С.
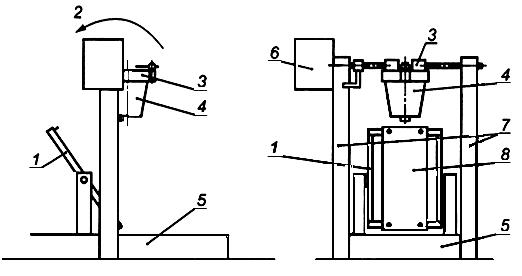
4.7 Разливная установка, крепежная рама и поддон (см. рисунок 1), состоящие из разливного устройства, закрепленного на регулируемых опорах, держателя образца и поддона с песком.
Рисунок 1 - Разливная установка
1 - держатель образца; 2 - направление опрокидывания; 3 - держатель тигля; 4 - тигель;
5 - поддон с песком; 6 - двигатель; 7 - регулируемые опоры; 8 - испытуемый образец
Рисунок 1 - Разливная установка
Поддон с песком должен иметь минимальные размеры (ширина х длина х глубина) около 250х350х50 мм и быть заполненным сухим песком на глубину 30-40 мм.
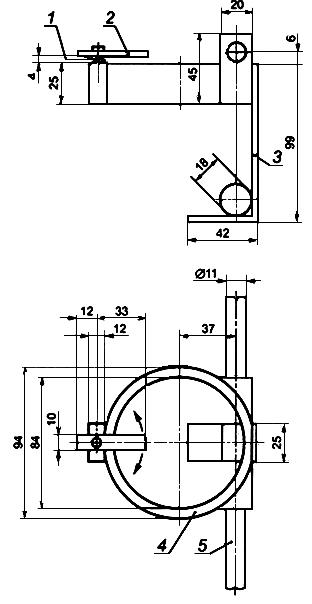
Разливочное устройство, состоящее из держателя тигля и приводного вала, должно быть изготовлено из стали (см. рисунок 2).
Рисунок 2 - Разливочное устройство