Toggle Dropdown
ГОСТ Р 53810-2010
ДВИГАТЕЛИ АВТОМОБИЛЬНЫЕ
КЛАПАНЫ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ И МЕТОДЫ ИСПЫТАНИЙ
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Центральный ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт «НАМИ» (ФГУП «НАМИ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 56 «Дорожный транспорт»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 7 июля 2010 г. № 138-ст
Дата введения - 2010-09-15
Настоящий стандарт распространяется на впускные и выпускные клапаны номинальных и ремонтных размеров, применяемые в автомобильных двигателях.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 8.568-97 Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения
ГОСТ Р 50779.30-95 Статистические методы. Приемочный контроль качества. Общие требования
ГОСТ Р ИСО 2859-1-2007 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества
ГОСТ Р ИСО/ТО 8550-1-2007 Статистические методы. Руководство по выбору и применению систем статистического приемочного контроля дискретных единиц продукции в партиях. Часть 1. Общие требования
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3.1 Впускные и выпускные клапаны изготавливают в соответствии с требованиями настоящего стандарта и конструкторской документации (КД), утвержденной в установленном порядке.
3.2 Впускные клапаны изготавливают цельными. Допускается изготовление сварных впускных клапанов, а также наплавка посадочного конуса головки коррозионно- и износостойким материалом.
Впускные клапаны изготавливают из сталей марки 40ХН по ГОСТ 4543 , марки 40Х9С2, марки 40X10С2М по ГОСТ 5632 , или других сталей, физико-механические свойства которых не ниже вышеуказанных.
3.3 Выпускные клапаны изготавливают цельными, сварными, пустотелыми и с наплавкой посадочного конуса головки коррозионно-, жаро- и износостойким материалом.
Материал для изготовления цельных выпускных клапанов, а также головок сварных клапанов выбирают в соответствии с требованиями таблицы 1 . Допускается применение сталей других марок, физико-механические свойства которых не ниже приведенных в таблице 1 .
| Тип |
Условия работы по напряженности |
Марка стали |
| I |
Легкие (максимальная температура клапанов до 700 °С) |
40Х9С2, 40Х10С2М по ГОСТ 5632 |
| II |
Средние и тяжелые (максимальная температура клапанов до 900 °С) |
45Х14Н14В2М по ГОСТ 5632 |
3.4 Выпускные клапаны типа II из стали марки 45Х14Н14В2М для двигателей, работающих на этилированном бензине, изготавливают с наплавкой посадочного конуса головки коррозионно-, жаро- и износостойкими материалами.
3.5 Величину нормируемого разрывного усилия стержня сварного клапана указывают в КД.
3.6 Стержни сварных клапанов изготавливают из сталей, указанных в 3.2 и в таблице 1 .
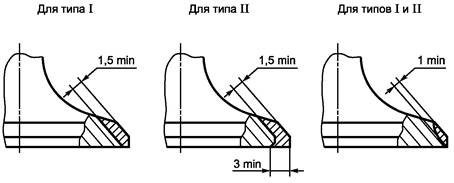
3.7 Допустимая форма и толщина наплавки посадочного конуса выпускных клапанов приведена на рисунке 1 .
3.8 Наплавка посадочного конуса не должна иметь наружных дефектов (пор, раковин, трещин, включений и т.д.).
Шов по месту наплавки должен быть без отслоения. Сварные швы в местах заварки заглушки пустотелых клапанов и в местах сварки стержня сварных клапанов должны быть без пор, раковин, трещин, включений. Глубина провара по нормали к поверхности шва должна быть не менее 1,0 мм.
3.9 Направляющая поверхность стержней клапанов твердостью ниже 25 HRC или работающая в чугунной направляющей втулке должна быть хромирована, азотирована или упрочнена накаткой.
3.10 Твердость торца стержня клапана, не имеющего наконечника, должна быть не менее 48 HRC, твердость остальных окончательно обработанных поверхностей клапанов устанавливают в КД. Разброс значений твердости в каждом элементе клапана (головке, стержне, наплавке посадочного конуса), кроме зоны сопряжения элементов, не должен превышать пять единиц HRC.
3.11 Макроструктуру в продольном разрезе клапанов характеризуют направлением волокон, соответствующим наружному контуру клапана и отсутствием петель и обрывов. Обрывы волокон допускаются в местах стыка сварных клапанов и в зонах внутренней полости.
3.12 Поверхности клапанов, не подвергающихся механической обработке, не должны иметь окалины, плен, заусенцев, трещин.
3.13 Шероховатость обработанных поверхностей клапанов не должна превышать числовых значений параметра Ra по ГОСТ 2789 :
- 0,32 мкм - направляющей поверхности стержня, не подвергаемой хромированию;
- 0,50 мкм - направляющей поверхности стержня, подвергаемой хромированию;
- 1,00 мкм - посадочного конуса головки, а также торца стержня (для клапанов, не имеющих наконечников);
- 5,00 мкм - поверхности перехода от стержня к головке, поверхности головки клапанов с плоской поверхностью и с внутренней плоскостью, обращенной к поршню, выточки под сухарь.
3.14 На обработанных поверхностях клапанов не допускаются риски, забоины, черновины, следы коррозии и трещины. Переход от стержня к головке на каждом из участков поверхности должен быть плавным, без подрезов.