Toggle Dropdown
ГОСТ Р 53809-2010
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Двигатели автомобильные
ГИЛЬЗЫ ЦИЛИНДРОВ
Технические требования и методы испытаний
Automobile engines. Cylinder liners. Technical requirements and test methods
Дата введения - 2010-09-15
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Центральный ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт «НАМИ» (ФГУП «НАМИ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 56 «Дорожный транспорт»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 7 июля 2010 г. № 137-ст
Настоящий стандарт распространяется на гильзы цилиндров номинальных и ремонтных размеров автомобильных двигателей.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 8.568-97 Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения
ГОСТ Р 50779.30-95 Статистические методы. Приемочный контроль качества. Общие требования
ГОСТ Р ИСО 2859-1-2007 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества
ГОСТ Р ИСО/ТО 8550-1-2007 Статистические методы. Руководство по выбору и применению систем статистического приемочного контроля дискретных единиц продукции в партиях. Часть 1. Общие требования
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3443-87 Отливки из чугуна с различной формой графита. Методы определения структуры
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 22761-77 Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3.1 Гильзы изготавливают в соответствии с требованиями настоящего стандарта и конструкторской документации (КД), утвержденной в установленном порядке.
3.2 Гильзы изготавливают из специального износостойкого чугуна или из серого перлитного чугуна с последующей объемной закалкой или закалкой токами высокой частоты.
Твердость рабочей поверхности закаленных гильз устанавливают в КД. В гильзах из серого перлитного чугуна в верхней части допускается применять запрессованную износостойкую вставку.
Твердость, микроструктуру и химический состав материалов гильзы и вставки устанавливают в КД.
3.3 Отливки гильз должны соответствовать требованиям КД.
3.4 Механические свойства отливок гильз должны быть не ниже механических свойств чугуна марки СЧ 21-40 по ГОСТ 1412 .
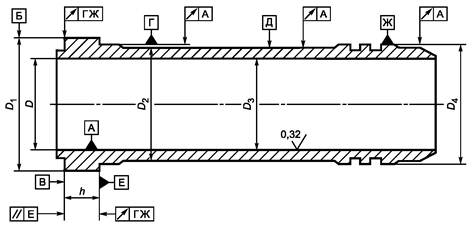
3.5 Величины допусков геометрических размеров, указанных на рисунке 1 , окончательно обработанных гильз не должны превышать значений, приведенных в таблице 1 .
| Геометрический размер, допуск формы и расположение поверхности гильзы |
Величина поля допуска для гильзы с внутренним диаметром, мм |
| до 100 включ. |
св. 100 до 120 включ. |
св. 120 |
| 1 Внутренний диаметр D : |
|
|
|
| а) для двигателей с принудительным зажиганием (далее - бензиновые двигатели) |
0,060 |
0,060 |
|
| б) для двигателей с воспламенением от сжатия (далее - дизели) |
0,030 |
0,050 |
0,060 |
| 2 Допуск крутости внутреннего цилиндра А |
0,010 |
0,012 |
0,012 |
| 3 Допуск профиля продольного сечения внутреннего цилиндра А |
0,010 |
0,012 |
0,012 |
| 4 Допуск соосности наружной поверхности Д и внутреннего цилиндра А в диаметральном выражении |
0,500 |
0,700 |
0,700 |
| 5 Допуск размера h от верхнего торца В до опорной поверхности Е |
0,020 |
0,030 |
0,050 |
| Примечания 1 Допускается увеличение допуска поз. 5 до 0,070 мм для гильз цилиндров дизелей. 2 Допускается увеличение полей допусков поз. 2 и поз. 3 вне зоны работы поршневых колец. Увеличение поля допуска и пределы зоны, в которой оно допускается, устанавливают в КД. 3 Допускается гильзы цилиндров дизелей с внутренним диаметром D = 130 мм изготавливать с допуском поз. 1б до 0,084 мм и сортировать их на размерные группы по наименьшему значению внутреннего диаметра через 0,02 мм. Порядок сортировки на размерные группы устанавливают в КД. |
3.6 В КД устанавливают величины допусков:
- радиального биения поверхности Б относительно центрирующих поверхностей Г, Ж;
- параллельности верхней торцовой поверхности В относительно опорной поверхности Е или торцового биения поверхности В относительно центрирующих поверхностей Г, Ж;
- радиального биения центрирующих поверхностей Г, Ж относительно внутреннего цилиндра А;
- диаметра цилиндрической поверхности Б;
- диаметра D 3 наружной поверхности и диаметров D 2 , D 4 , центрирующих поверхностей торцового биения опорной поверхности Е относительно центрирующих поверхностей Г, Ж или относительно поверхности А.
3.7 Шероховатость рабочей поверхности не должна превышать 0,32 мкм числового значения параметра Ra по ГОСТ 2789 .
Допускается увеличение Ra до 0,63 мкм на отдельных участках поверхности общей площадью, не превышающей 20 %.
При нанесении на рабочую поверхность гильзы организованного микрорельефа его параметры указывают в КД.
3.8 Гильзы цилиндров бензиновых двигателей разбивают на размерные группы по наименьшему значению внутреннего диаметра D c градацией не более 0,012 мм. Наибольший размер внутреннего диаметра D может превышать предельный размер для группы на величину допуска крутости внутреннего цилиндра А, приведенного в таблице 1 .
Гильзы цилиндров дизелей на размерные группы не разбивают, кроме случаев, указанных в 3 примечаний к таблице 1 .













