Настоящий стандарт устанавливает методы ультразвукового контроля качества сварных соединений арматуры, выполняемых при изготовлении, монтаже сборных и возведении монолитных железобетонных конструкций.









Отправить по почте
ГОСТ 23858-79 ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА СССР БЕТОН И ЖЕЛЕЗОБЕТОННЫЕ ИЗДЕЛИЯ МЕТОДЫ ИСПЫТАНИЙ МАТЕРИАЛОВ ГОСТ 23858-79
Взамен введен с 19 декабря 2022 г. ГОСТ 23858-2019 с установлением переходного периода для ГОСТ 23858-79 до 19.12.2023 г. в соответствии с Приказом Председателя Комитета технического регулирования и метрологии Министерства торговли и интеграции РК от 19.12.2022 № 420-НҚ
Часть 2 Москва ИЗДАТЕЛЬСТВО СТАНДАРТОВ
1980 Постановлением Государственного комитета СССР по делам строительства от 28 сентября 1979 г. № 182 срок введения установлен
с 01.01. 1981 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт устанавливает методы ультразвукового контроля качества сварных соединений арматуры, выполняемых при изготовлении, монтаже сборных и возведении монолитных железобетонных конструкций.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Ультразвуковые методы контроля качества сварных соединений, установленные настоящим стандартом, следует применять:
для стыковых однорядных соединений стержней диаметром от 20 до 40 мм из арматурной стали классов A-II и A-III по ГОСТ 5781-75, выполненных ванными и многослойными способами сварки в инвентарных формах, на стальных скобах-накладках и подкладках или без формующих и вспомогательных элементов;
для тавровых соединений арматурных стержней диаметром от 8 до 40 мм с пластинами (плоскими элементами закладных деталей) толщиною от 6 до 30 мм, выполненных сваркой под флюсом.
1.2. Ультразвуковой контроль следует выполнять при температуре окружающей среды от плюс 40 до минус 25°С. При температуре окружающей среды от минус 10 до минус 25°С следует предварительно нагреть контролируемое соединение до 30-50°С.
1.3. Ультразвуковому контролю подлежат сварные стыковые соединения стержней с отношением диаметров в пределах 0,80-1,0.
1.4. Ультразвуковые методы контроля позволяют выявить внутренние дефекты (трещины, непровары, поры и шлаковые включения) в сварных соединениях без расшифровки их характера и координат.
Характеристикой качества соединения служит величина амплитуды прошедшего через сварной шов или отражённого ультразвукового сигнала, которая измеряется в децибелах.
1.5. Контроль сварных соединений следует осуществлять методами:
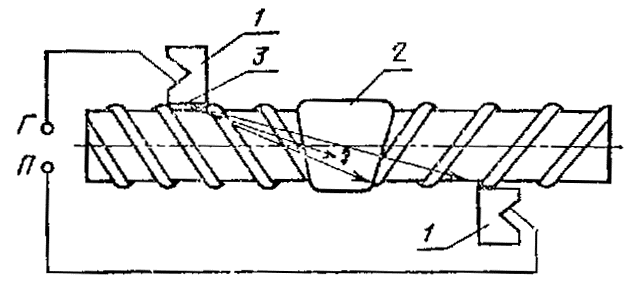
теневым - стыковых соединений стержней, выполненных в инвентарных формах или без формующих вспомогательных элементов (черт.1 );
1 - наклонные искатели; 2 - сварное соединение; 3 - метка, соответствующая точке выхода луча (ГОСТ 1782-76); Г - вывод к генератору ультразвуковых колебаний; П - вывод к приемнику
Черт. 1
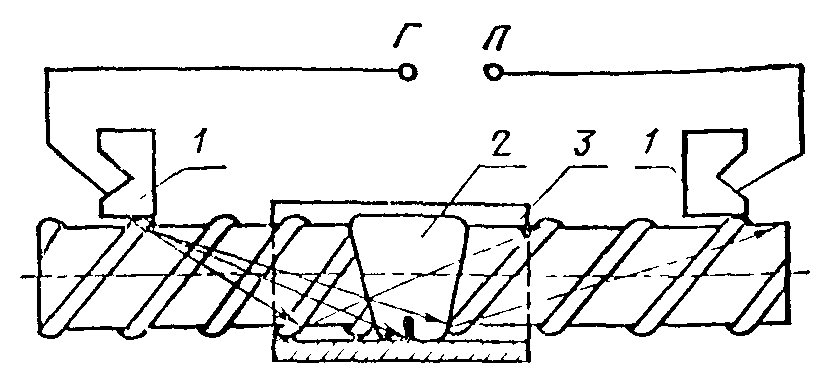
зеркально-теневым - стыковых соединений стержней, выполненных на стальных скобах-накладках или подкладках (черт. 2 );
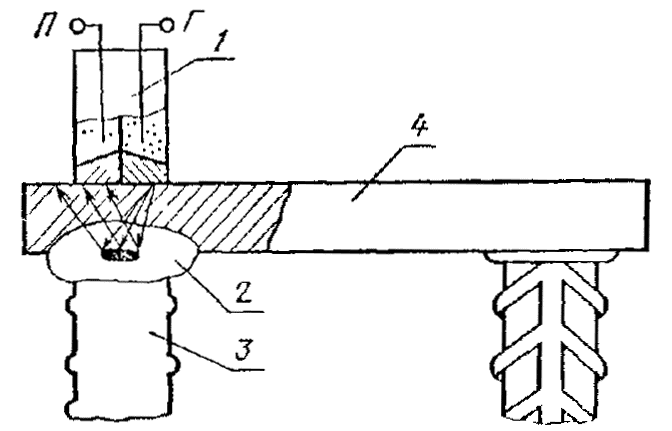
эхо-импульсным - тавровых соединений стержней с пластинами, выполненных под флюсом (черт. 3 );
фланговые швы в стыковых соединениях, выполненных на стальных скобах-накладках (например, ванно-шовная сварка), ультразвуковому контролю не подлежат.
1 – наклонные искатели; 2 - соединение; 3 - скоба-накладка; Г – вывод к генеральному ультразвуковых колебаний; П - вывод к приемнику
Черт. 2
1 - раздельно совмещенные искатели; 2 - сварное соединение; 3 - стержень; 4 - пластина закладной детали; Г - вывод к генератору ультразвуковых колебаний; П - вывод к приемнику
Черт. 3
1.6. Для оценки квалификации оператора и проверки исправности аппаратуры один раз в 6 месяцев надлежит проводить экспертную оценку качества сварных соединений по настоящему стандарту и ГОСТ 10922-75. Сопоставление результатов контроля следует осуществлять на соединениях, проверенных неразрушающим методом, а затем механическими испытаниями.
2. ТРЕБОВАНИЯ К АППАРАТУРЕ
2.1. Для контроля сварных соединений следует использовать импульсный ультразвуковой дефектоскоп, обеспечивающий работу по раздельной схеме контроля и имеющий калиброванный аттенюатор с ценой деления не более 2 дБ. Дефектоскоп должен быть снабжен комплектом стандартных образцов и искателями по ГОСТ 14782-76.
2.2. Система «дефектоскоп-искатель» должна обеспечивать на испытательном образце или на пластине величину опорного сигнала A0 * не ниже значений, приведенных в табл. 1 .
* Пояснения терминов приведены в приложении 5 .
Испытательный образец (черт. 4 , 5 ) для настройки чувствительности дефектоскопа должен быть идентичен по диаметрам свариваемых стержней, классам стали, конструктивным элементам соединений, способам сварки и сварочным материалам контролируемому соединению, а также удовлетворять показателям прочности не ниже С2 по ГОСТ 10922-75.
Таблица 1
|
Тип сварного соединения |
Значение величин опорных сигналов А 0 , дБ, для стержней диаметром, мм |
|||
|
8-18 |
20-25 |
28-32 |
36-40 |
|
|
Стыковое |
- |
16 |
18 |
20 |
|
Тавровое |
30 |
20 |
30 |
25 |
2.3. Для контроля стыковых соединений стержней следует использовать наклонные искатели (черт. 1 , 2 ), параметры которых должны соответствовать приведенным в табл. 2 . Проверку параметров искателей следует проводить на стандартных образцах по ГОСТ 14782-76.
Таблица 2
|
Тип сварного соединения и способ сварки |
Диаметры стержней, мм |
Параметры |
Искателей |
|
Частота, МГц |
Угол призмы, град |
||
|
Стыковое в инвентарной форме |
20-25 |
|
53 |
|
28-40 |
2,5 |
|
|
|
Стыковое на стальной скобе-накладке (подкладке) |
28-32 |
|
50 |
|
36-40 |
1,8 |
|
2.4. Для контроля тавровых соединений стержней с пластинами следует использовать раздельно-совмещенные искатели (черт. 3 ), параметры которых должны соответствовать приведенным в табл.3 .
Таблица 3
|
Диаметры стержней, мм |
Параметры искателей |
|
|
Частота, МГц |
Угол призмы, град |
|
|
8-10 |
5,0 |
10 |
|
12-16 |
5,0 |
8 |
|
18-25 |
2,5 |
6 |
|
28-40 |
1,8 |
4 |
2.5. Частота ультразвуковых колебаний наклонного и раздельно-совмещенного искателя, угол призмы и положение точки выхода ультразвукового пучка наклонного искателя не должны отличаться от номинальных значений более чем указано в ГОСТ 14782-76.
2.6. Контактная поверхность наклонных искателей должна быть притерта к гладкой цилиндрической поверхности стержня, определяемой наружным диаметром d 1 стержня периодического профиля по ГОСТ 5781-75. Притертые искатели допускается использовать для контроля стыковых соединений стержней с диаметрами на 2 номера ниже притертого.
2.7. Наклонные и раздельно-совмещенные искатели должны иметь чистоту поверхности не ниже PZ 200 мкм по ГОСТ 2789-73.
2.8. При контроле стыковых соединений стержней искатели следует устанавливать в механическое устройство (см. приложение 1, черт. 1 , 2 ), обеспечивающее:
постоянное расстояние между искателями при контроле соединений стержней определенного диаметра;
изменение расстояния между искателями при переходе к контролю соединений стержней другого диаметра;
установку искателей на контролируемое соединение соосно относительно друг друга и стержней;
постоянное, независимое от оператора, усилие прижатия искателей к стержням;