1 РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР









Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР МЕТАЛЛОПРОДУКЦИЯ Методы измерения отклонений формы
Взамен введен ГОСТ 26877-2008
Metal products.
Methods of measuring form variations
ГОСТ 26877-91
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
С.И. Рудюк, канд. техн. наук; Ю.В. Филонов, канд. техн. наук; В.Ф. Коваленко, канд. техн. наук; В.А. Ена, канд. техн. наук; Г.П. Мастепанова (руководитель работы); В.А. Гудыря
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 26.04.91 № 591
3. ВЗАМЕН ГОСТ 26877-86
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер приложения |
|
ГОСТ 8.051-81 |
3 |
|
2 |
|
|
ГОСТ 164-90 |
2 |
|
2 |
|
|
ГОСТ 427-75 |
2 |
|
ГОСТ 577-68 |
2 |
|
4 |
|
|
2 |
|
|
2 |
|
|
ГОСТ 6507-90 |
2 |
|
ГОСТ 7502-80 |
2 |
|
ГОСТ 8026-75 |
2 |
|
ГОСТ 10965-86 |
2 |
|
2 |
|
|
ТУ 2-034-225-87 |
2 |
Дата введения 01.07.92
Настоящий стандарт устанавливает методы измерения отклонений, формы блюмов, слябов, листов, ленты, полосы, рулона, прутков, труб, профилей горячекатаных и гнутых, катанки и проволоки из черных и цветных металлов и сплавов.
Термины и пояснения отклонений формы металлопродукции приведены в приложении 1.
1. СРЕДСТВА ИЗМЕРЕНИЯ
Для измерения отклонений формы применяют стандартизированные ручные средства измерения, приведенные в приложении 2, а также нестандартизованные автоматические, приведенные в приложении 3.
Допускается применять другие средства измерения, прошедшие госиспытания или метрологическую аттестацию в органах государственных или ведомственных служб и удовлетворяющие по точности требованиям настоящего стандарта.
2. ПОДГОТОВКА К ИЗМЕРЕНИЮ
2.1. Для измерения отклонения формы металлопродукцию укладывают на плоскую поверхность, например поверочную плиту или стеллаж.
2.2. Металлопродукция на плоскости должна лежать свободно без воздействия каких-либо внешних сил, например, нажима, натяжения, кручения, если в стандартах на конкретный вид проката не установлены другие требования.
3. ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
3.1. Отклонения от плоскостности и прямолинейности измеряют на всей длине металлопродукции или на длине 1000 мм, если в стандартах на конкретный вид проката не установлены другие требования.
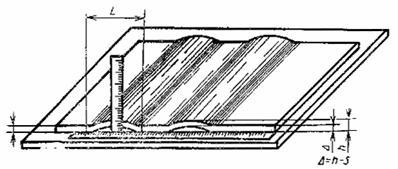
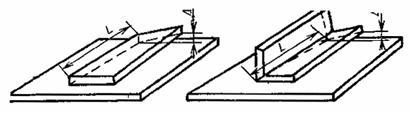
3.2. Волнистость, коробоватость и прогиб определяют по наибольшему значению ∆ между плоской поверхностью и нижней поверхностью металлопродукции или между верхней поверхностью и прилегающей плоскостью или прямой, параллельной плоской поверхности.
Измерения проводят одним из способов:
1) с помощью приложенной к торцу металлопродукции в вертикальном положении измерительной линейки, штангенглубиномера или щупа (черт. 1 и 2);
Черт. 1
Черт. 2
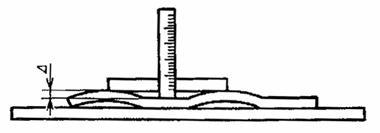
2) с помощью прилегающей к верхней поверхности жесткой стальной линейки и измерительной линейки, расположенной вертикально (черт. 3);
Черт. 3
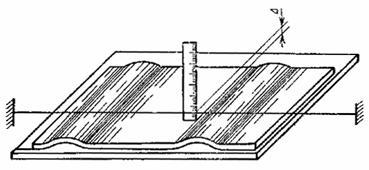
3) с помощью прилегающей к верхней поверхности натянутой стальной струны и измерительной линейки, расположенной вертикально (черт. 4);
Черт. 4
4) индикатором, укрепленным на кронштейне и перемещающимся параллельно плоскости расположения металлопродукции.
Волнистость, коробоватость и прогиб выражаются в миллиметрах или процентах на нормируемую длину.
Длина волны выражается в миллиметрах.
При необходимости определяют длину волны (L) измерением расстояния между точками прилегания поверхности к металлопродукции с помощью измерительной стальной линейки (черт. 1).
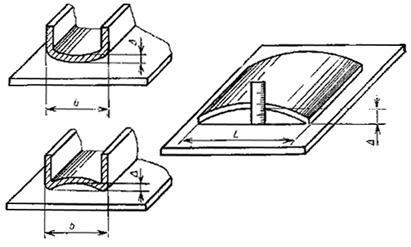
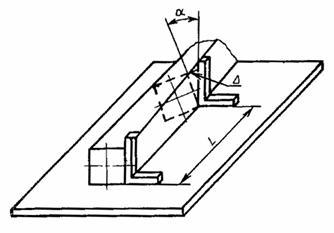
3.3. Скручивание измеряют в любой плоскости на нормируемом расстоянии L от базового поперечного сечения.
Металлопродукцию укладывают так, чтобы одна из ее сторон в базовом поперечном сечении соприкасалась с плоской поверхностью.
1) измеряют значение отставания поперечного сечения от плоской поверхности с помощью измерительной линейки или щупа (черт. 5 и 6);
|
Черт. 5 |
Черт. 6 |
2) измеряют значение отставания поперечного сечения металлопродукции от прилегающей плоскости с помощью угольника, лежащего одной стороной на плоской поверхности, и измерительной линейки или щупом (черт. 7).
Угол скручивания поперечного сечения металлопродукции относительно базового поперечного сечения может быть измерен также угломером.
Черт. 7