Дата введения 2006-11-01








Отправить по почте
ГОСТ 25046-2005 Иглы инъекционные одноразового применения Основные размеры. Технические требования. Методы испытаний
Injection needle of disposable application The basic sizes. Technical specifications. Test methods
Дата введения 2006-11-01
Предисловие
Евразийский совет по стандартизации, метрологии и сертификации (EACC) представляет собой региональное объединение национальных органов по стандартизации государств, входящих в Содружество Независимых Государств. В дальнейшем возможно вступление в EACC национальных органов по стандартизации других государств. Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены» Сведения о стандарте 1. РАЗРАБОТАН Белорусским национальным техническим университетом 2. ВНЕСЕН Комитетом по стандартизации, метрологии и сертификации при Совете Министров Республики Беларусь 3. ПРИНЯТ Евразийским советом по стандартизации, метрологии и сертификации (протокол № 28 от 9 декабря 2005 г.) За принятие проголосовали:
| Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
| Азербайджан | AZ | Азстандарт |
| Армения | AM | Минторгэкономразвития |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Казахстан | KZ | Госстандарт Республики Казахстан |
| Кыргызстан | KG | Кыргызстандарт |
| Молдова | MD | Молдова-Стандарт |
| Российская Федерация | RU | Федеральное агентство по техническому регулированию и метрологии |
| Таджикистан | TJ | Таджикстандарт |
| Узбекистан | UZ | Узстандарт |
| Украина | UA | Госпотребстандарт Украины |
1. Область применения
Настоящий стандарт распространяется на стерильные инъекционные иглы одноразового применения (далее - иглы), предназначенные для внутримышечного, подкожного, внутривенного введения в организм человека различных жидких лекарственных препаратов, а также для отбора крови, и устанавливает основные размеры игл, технические требования к ним, правила приемки и методы испытаний.
Иглы относятся к классу IIb в зависимости от потенциального риска в соответствии с Директивой 93/42/ЕЕС от 14.06.1993 г. [1].
2. Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные документы:
ГОСТ 908-2004 Кислота лимонная моногидрат пищевая. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 19126-79 Инструменты медицинские металлические. Общие технические условия
ГОСТ 22967-90 Шприцы медицинские инъекционные многократного применения. Общие технические требования и методы испытания
Примечание. При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов на территории государства по соответствующему указателю стандартов, составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3. Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 инъекционная игла: трубчатая игла для введения жидкости под кожу, в мышцу и (или) в вену;
3.2 партия: количество инъекционных игл, простерилизованных за один цикл газовым способом или за одни сутки радиационным способом.
Примечание. При поставке игл в нестерильном исполнении партией считают количество игл, изготовленное в течение суток.
4. Классификация
4.1 В зависимости от угла заточки иглы изготовляют следующих исполнений:
- с длинным срезом (без обозначения);
- с коротким срезом (обозначают буквой К).
4.2 В зависимости от толщины трубки иглы изготовляют:
- с обычной стенкой (без обозначения);
- с тонкой стенкой (обозначают буквами ТС).
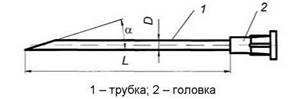
4.3 Основные размеры игл и цветовое обозначение их головок должны соответствовать указанным на рисунке 1 и в таблице 1.
Рисунок 1
4.4 Размеры присоединительных конусов головок игл должны соответствовать [2].
4.5 Угол заточки иглы а (по основной плоскости) должен быть: 12° ± 2° - для исполнения с длинным срезом;
18° ± 2° - для исполнения с коротким срезом.
Таблица 1
| Показатель размеров иглы | Размеры иглы, мм | Цветовое обозначение диаметра иглы | ||||
| Диаметр D, мм | Длина L, мм | Диаметр отверстия | ||||
| min | max | Номинальная | Предельное отклонение | |||
| 0,45 × 10 | 0,44 | 0,47 | 10 | ± 1,0 | 0,24 | Светло-коричневый |
| 0,45 × 15 (0,45 × 16) | 15 (16) | |||||
| 0,45 × 25 | 25 | ± 1,5 | ||||
| 0,5 × 15 (0,5 × 16) | 0,50 | 0,53 | 15 (16) | ± 1,0 | Оранжевый | |
| 0,5 × 25 | 25 | ± 1,5 | ||||
| 0,5 × 40 (0,5 × 38) | 40 (38) | |||||
| 0,6 × 25 | 0,62 | 0,65 | 25 | 0,32 | Синий | |
| 0,6 × 30 (0,6 × 32) | 30 (32) | |||||
| 0,7 × 25 | 0,70 | 0,73 | 25 | 0,39 | Черный | |
| 0,7 × 30(0,7 × 32) | 30 (32) | |||||
| 0,8 × 25 | 0,8 | 0,83 | 25 | 0,49 | Зеленый | |
| 0,8 × 35 | 35 | |||||
| 0,8 × 40 (0,8 × 38) | 40 (38) | |||||
| 0,8 × 50 | 50 | |||||
| 0,9 × 25 | 0,86 | 0,92 | 25 | 0,56 | Желтый | |
| 0,9 × 40 (0,9 × 38) | 40 (38) | |||||
| 1,1 × 40 (1,1 × 38) | 1,03 | 1,1
| 0,65 | Кремовый | ||
| 1,1 × 40 (1,1 × 38) ТС | 0,79 | |||||
| 1,2 × 40 (1,2 × 38) ТС | 1,21 | 1,30 | Розовый | |||
| 1,2 × 40 (1,2 × 38) ТС | 0,9 | |||||
| 1,2 × 50 | 50 | 0,79 | ||||
| 1,5 × 40 (1,5 × 38) | 1,48 | 1,54 | 40 (38) | 0,99 | Красный | |
| 1,5 × 40 (1,5 × 38) ТС | 1,2 | |||||
| Примечания 1. В скобках указаны допустимые варианты размеров 2. Отклонение диаметра иглы - в соответствии с требованиями 8.14. | ||||||
5. Технические требования
5.1 Иглы должны соответствовать требованиям настоящего стандарта и быть изготовлены по рабочим чертежам и технологической документации, утвержденной в установленном порядке.
5.2 Трубка иглы должна быть изготовлена из коррозионно-стойкого металла. Игла в упаковке должна быть устойчива к применяемым методам стерилизации.
Детали игл должны быть изготовлены из следующих материалов:
- головки иглы - из полипропилена марок 21060-16, 21060-30 по ГОСТ 26996.
Примечание. Допускается изготовление трубки иглы из стали марок 12 × 18Н9, 12 × 18Н9Т, 03 × 18Н10 по ГОСТ 5632, 0,5 × 18Н10Т по нормативным и техническим документам и других отечественных и импортных сталей, по химическим и физическим свойствам соответствующих указанным маркам.
5.3 Наружная поверхность иглы должна быть гладкой, светлой, однотонной, без трещин, раковин, забоин, царапин, выкрошенных мест, расслоений, заусенцев и других видимых дефектов. На трубке иглы не допускается разница в оттенках от электролитического снятия заусенцев на длине более 15 мм от головки.