Дата введения 1977-01-01








Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР КОНУСЫ ИНСТРУМЕНТОВ Допуски. Методы и средства контроля ГОСТ 2848-75
Tapers of tools. Tolerances. Methods and means for control
С изменениями и дополнениями № 1 (ИУС 7-78), 2 (ИУС 9-86), 3 (ИУС 5-91)
Дата введения 1977-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И.Семенченко, Т.К.Синельщикова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета Совета Министров СССР от 26.03.75 г. N 773
3. Срок проверки 1998 г.
4. ВЗАМЕН ГОСТ 2848-67
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, |
Номер пункта, подпункта |
|
ГОСТ 8.051-81 |
3.2 |
|
ГОСТ 166-89 |
3.1 |
|
ГОСТ 427-75 |
3.1 |
|
ГОСТ 2015-84 |
3.1 |
|
ГОСТ 4046-80 |
3.1 |
|
ГОСТ 8026-92 |
3.1, 3.15 |
|
ГОСТ 8908-81 |
1.1 |
|
ГОСТ 9038-90 |
3.1, 3.10.5 |
|
ГОСТ 9953-82 |
Вводная часть |
|
ГОСТ 10905-86 |
3.1 |
|
ГОСТ 11007-66 |
3.10.5 |
|
ГОСТ 28798-90 |
3.1 |
|
ГОСТ 17353-89 |
3.1 |
|
ГОСТ 18833-73 |
3.1 |
|
ГОСТ 25557-82 |
Вводная часть |
|
ГОСТ 25706-83 |
3.1 |
6. Ограничение срока действия снято Постановлением Госстандарта от 01.02.91 N 96
7. ПЕРЕИЗДАНИЕ (март 1998 г.) с Изменениями N 1, 2, 3, утвержденными в июне 1978 г., июне 1986 г., феврале 1991 г. (ИУС 7-78, 9-86, 5-91)
(Измененная редакция, Изменение № 1) (Измененная редакция, Изменение № 3)
Настоящий стандарт распространяется на конусы инструментов по ГОСТ 25557 , ГОСТ 9953 .
Требования настоящего стандарта являются обязательными.
1. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ УГЛА КОНУСА И ДОПУСКИ ФОРМЫ КОНУСОВ
1.1. Степень точности инструментальных конусов обозначается допуском угла конуса заданной степени точности по ГОСТ 8908 и определяется предельными отклонениями угла конуса и допусками формы поверхности конуса, числовые значения которых указаны в табл.1.
Таблица 1
|
|
|
|
Допуски формы конуса, мкм |
||||||||||||||
|
Обозначение конусов
|
Длина изме- рения угла конуса |
Предельные отклонения угла конуса, мкм, на длине конуса
|
Прямолинейность образующей |
Круглость |
|||||||||||||
|
|
|
Степени точности |
|||||||||||||||
|
|
|
АТ4 |
АТ5 |
АТ6 |
АТ7 |
АТ8 |
АТ4 |
АТ5 |
АТ6 |
АТ7 |
АТ8 |
АТ4 |
АТ5 |
АТ6 |
АТ7 |
АТ8 |
|
|
Метри- ческих |
4 |
25 |
- |
- |
8 |
12 |
20 |
- |
- |
1,6 |
2,5 |
4 |
- |
- |
4 |
6 |
10 |
|
|
6 |
35 |
|
|
10 |
16 |
25 |
|
|
2,0 |
3,0 |
5 |
|
|
|
|
|
|
Морзе |
0 |
49 |
4 |
6 |
10 |
16 |
25 |
1,0 |
1,6 |
2,5 |
4,0 |
6 |
2,0 |
3 |
5 |
8 |
12 |
|
|
1 |
52 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
64 |
|
|
|
|
|
1,2 |
2,0 |
3,0 |
5,0 |
8 |
|
|
|
|
|
|
|
3 |
79 |
5 |
8 |
12 |
20 |
30 |
|
|
|
|
|
2,5 |
4 |
6 |
10 |
16 |
|
|
4 |
100 |
6 |
10 |
16 |
25 |
40 |
|
|
|
|
|
|
|
|
|
|
|
|
5 |
126 |
|
|
|
|
|
1,6 |
2,5 |
4,0 |
6,0 |
10 |
|
|
|
|
|
|
|
6 |
174 |
|
|
|
|
|
2,0 |
3,0 |
5,0 |
8,0 |
12 |
3,0 |
5 |
8 |
12 |
20 |
|
Метри- ческих |
80 |
180 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
100 |
212 |
8 |
12 |
20 |
30 |
50 |
|
|
|
|
|
|
|
|
|
|
|
|
120 |
244 |
10 |
16 |
25 |
40 |
60 |
|
|
|
|
|
|
|
|
|
|
|
|
160 |
308 |
|
|
|
|
|
2,5 |
4,0 |
6,0 |
10,0 |
16 |
4,0 |
6 |
10 |
16 |
25 |
|
|
200 |
372 |
12 |
20 |
30 |
50 |
80 |
|
|
|
|
|
|
|
|
|
|
|
Укоро- |
В7 |
14 |
- |
- |
6 |
10 |
16 |
- |
- |
1,2 |
2,0 |
3 |
- |
- |
3 |
5 |
8 |
|
|
В10 |
18 |
|
|
|
|
|
|
|
1,6 |
2,5 |
4 |
|
|
|
|
|
|
|
В12 |
22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В16 |
29 |
|
|
8 |
12 |
20 |
|
|
2,0 |
3,0 |
5 |
|
|
|
|
|
|
|
В18 |
37 |
|
|
10 |
16 |
25 |
|
|
|
|
|
|
|
|
|
|
|
|
В22 |
45,5 |
|
|
|
|
|
|
|
2,5 |
4,0 |
6 |
|
|
4 |
6 |
10 |
|
|
В24 |
55,5 |
|
|
12 |
20 |
30 |
|
|
|
|
|
|
|
|
|
|
|
|
В32 |
57,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В45 |
71 |
|
|
|
|
|
|
|
3,0 |
5,0 |
8 |
|
|
|
|
|
Примечания:
1. Отклонения угла конуса от номинального размера располагать: в "плюс" - для наружных конусов, в "минус" - для внутренних.
2. Отклонения и допуски по степеням точности АТ4 и АТ5 указаны только для наружных конусов.
Пример условного обозначения конуса Морзе 3, степени точности АТ8:
Морзе 3 АТ8 ГОСТ 25557-82
То же, метрического конуса 160, степени точности АТ7:
Метр. 160 AT7 ГОСТ 25557-82
То же, укороченного конуса В18, степени точности АТ6:
Морзе В18 АТ6 ГОСТ 9953-82
(Измененная редакция, Изменение № 1) (Измененная редакция, Изменение № 2) (Измененная редакция, Изменение № 3)
2. ДОПУСКИ РАЗМЕРОВ КОНУСОВ
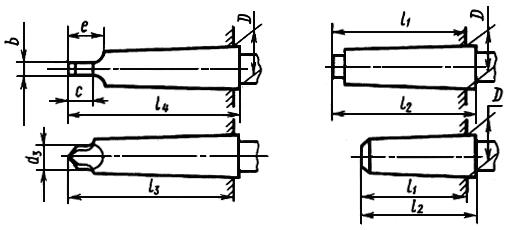
2.1. Предельные отклонения размеров наружных конусов должны соответствовать указанным на черт.1 и в табл.2.
Черт.1
Таблица 2
|
Наименование размера |
Обозначение конусов |
Предельное отклонение, |
|
|
Длина |
Морзе |
0, В7 |
-1,2 |
|
|
|
1, 2, B10, B12, В16, 2 |
-1,4 |
|
|
|
3, В22, В24 |
-1,6 |
|
|
|
4, 5, В32, В45 |
-2,0 |
|
|
|
6 |
-2,4 |
|
|
Метрических |
4, 6 |
-1,0 |
|
|
|
80 |
-2,4 |
|
|
|
100, 120 |
-2,8 |
|
|
|
160 |
-3,2 |
|
|
|
200 |
-3,6 |
Длина,
- по h16; толщина лапки
- по h13; размеры лапки
,
,
- по h15.
Примечание. Допуск симметричности в радиусном выражении плоскостей лапки конуса - 0,05 мм. Допуск зависимый.
(Измененная редакция, Изменение № 1) (Измененная редакция, Изменение № 2)
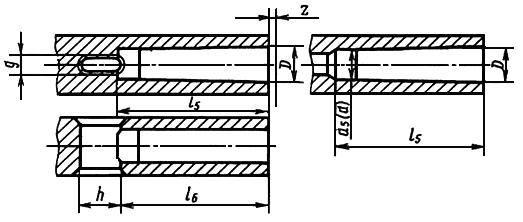
2.2. Предельные отклонения размеров внутренних конусов должны соответствовать указанным на черт.2 и в табл.3 и 4.
Черт.2
Таблица 3
|
Наименование |
Обозначение конусов |
Предельное отклонение, мкм |
|
|
Ширина окна |
Морзе |
0, 1 |
+450 |
|
|
|
2, 3 |
+500 |
|
|
|
4, 5 |
+560 |
|
|
|
6 |
+630 |
|
|
Метрических |
4 |
+410 |
|
|
|
6 |
+450 |
|
|
|
80 |
+630 |
|
|
|
100 |
+700 |
|
|
|
160 |
+710 |
|
|
|
200 |
+800 |
Диаметр цилиндрической проточки- по Н11, расстояние от торца до окна
- по h16, длина окна
- по Н16, длина
- по Н16.
Примечания:
1. Размеротносится только к укороченным конусам.
2. Допуск симметричности в радиусном выражении плоскостей окна конуса - не более 0,08 мм. Допуск зависимый.
(Измененная редакция, Изменение № 1) (Измененная редакция, Изменение № 2) (Измененная редакция, Изменение № 3)
2.3. Допускаемое смещениеторца втулки относительно плоскости диаметра
не должно превышать величин, указанных в табл.4.
Таблица 4
(Измененная редакция, Изменение № 1)
|
Обозначение конусов |
|
|
|
Метрические |
4, 6 |
0,5 |
|
Морзе |
0, 1, 2, 3, В7, B10, B12, В16, В18, В22, В24 |
1,0 |
|
|
4, 5, В32, В45 |
1,5 |
|
|
6 |
2,0 |
|
Метрические |
80, 100, 120 |
|
|
|
160, 200 |
3,0 |
3. МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ