1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнический промышленности СССР









Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ПОЛУАВТОМАТЫ ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ Общие технические условия ГОСТ 18130-79
Semi-automatic consumable-electrode arc-welding machines. General specifications
С изменениями и дополнениями № 1 (ИУС 6-1982) 2 (2-1984), 3 (9-1989). Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 4-94).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнический промышленности СССР
РАЗРАБОТЧИКИ
А.А.Кузнецов (руководитель темы), И.Н.Кондратенко, Ю.А.Коган, В.К.Анищенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22.02.79 N 692
3. Срок проверки 1994 г.; периодичность проверки 5 лет
4. Стандарт соответствует международному стандарту ИСО 864-75* в части, касающейся посадочных размеров под кассетные устройства
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 2.601-68 | 3.1 |
| ГОСТ 4.140-85 | 2.21 |
| ГОСТ 12.1.003-83 | 4.2 |
| ГОСТ 12.1.004-85 | 4.4 |
| ГОСТ 12.1.028-80 | 6.15 |
| ГОСТ 12.2.003-83 | 4.3 |
| ГОСТ 12.2.007.8-75 | 4.1 |
| ГОСТ 12.2.013-75 | 2.10 |
| ГОСТ 12.3.003-86 | 8.1 |
| ГОСТ 12.3.019-80 | 4.5 |
| ГОСТ 183-74 | 2.15 |
| ГОСТ 403-73 | 2.10 |
| ГОСТ 2246-70 | 6.12 |
| ГОСТ 2933-83 | 6.8, 6.13 |
| ГОСТ 7871-75 | 6.12 |
| ГОСТ 8050-85 | 6.12 |
| ГОСТ 8865-87 | 2.10 |
| ГОСТ 9087-81 | 6.12 |
| ГОСТ 12971-67 | 7.1 |
| ГОСТ 14192-77 | 7.6 |
| ГОСТ 14254-80 | 4.1; 6.16; 7.1 |
| ГОСТ 15150-69 | Вводная часть. 2.2; 7.8; 7.9 |
| ГОСТ 15543.1-89 | 2.2 |
| ГОСТ 16504-81 | 5.4 |
| ГОСТ 16842-82 | 6.14 |
| ГОСТ 16962-71 | 6.18; 6.19 |
| ГОСТ 16962.1-89 | 2.1; 6.19; 6.20; 7.1 |
| ГОСТ 17494-87 | 6.16 |
| ГОСТ 17516-72 | 2.19 |
| ГОСТ 18620-86 | 7.1 |
| ГОСТ 23216-78 | 7.3; 7.8 |
| ГОСТ 23941-79 | 4.2 |
| ГОСТ 24634-81 | 7.5 |
| ГОСТ 25445-82 | 2.18 |
| Нормы 1-72; 9-72 | 6.14 |
6. ПЕРЕИЗДАНИЕ с изменениями N 1, 2, 3, утвержденными в марте 1982 г., октябре 1983 г., июне 1989 г. (ИУС 6-82, 2-84, 9-89).
7. Проверен в 1989 г. Срок действия продлен до 01.01.95 (Постановление Госстандарта СССР от 19.06.89 N 1707)
Настоящий стандарт распространяется на полуавтоматы общего назначения для дуговой сварки плавящимся электродом на постоянном токе под флюсом, в защитных газах или открытой дугой, изготовляемые для нужд народного хозяйства и для экспорта.
Виды климатических исполнений полуавтоматов - У3 (полуавтоматов с естественным и принудительным газовым охлаждением горелки), УХЛ4 (полуавтоматов с принудительным водяным охлаждением горелки), Т4 (полуавтоматов, предназначенных для экспорта в страны с тропическим климатом) по ГОСТ 15150-69.
(Измененная редакция, Изменение № 2)
1. ИСПОЛНЕНИЯ И ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Полуавтоматы должны изготовляться следующих исполнений:
по способу защиты зоны дуги:
для сварки под флюсом - Ф;
для сварки в активных защитных газах - Г;
для сварки в инертных газах - И;
для сварки в активных и инертных газах - У;
для сварки открытой дугой - О;
по виду применяемой электродной проволоки:
для сварки стальной сплошной проволокой;
для сварки сплошной проволокой из алюминия и его сплавов;
для сварки стальной сплошной проволокой и сплошной проволокой из алюминия и его сплавов;
для сварки стальной порошковой проволокой;
для сварки стальной сплошной и стальной порошковой проволоками;
по способу охлаждения:
с естественным охлаждением горелки;
с принудительным водяным или газовым охлаждением горелки;
по способу регулирования скорости подачи электродной проволоки:
с плавным регулированием;
со ступенчатым регулированием;
с плавноступенчатым регулированием;
по способу подачи электродной проволоки:
толкающего типа;
тянущего типа;
тянуще-толкающего типа;
по конструктивному исполнению:
со стационарным подающим устройством;
с передвижным подающим устройством;
с переносным подающим устройством.
1.2. Полуавтоматы должны изготовляться на номинальный сварочный ток: 200; 315; 400; 500 и 630 A.
(Измененная редакция, Изменение № 3)
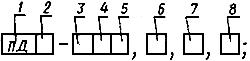
1.3. Устанавливается следующая структура условного обозначения полуавтоматов:
Чертеж
1 - обозначение вида изделия (полуавтоматы для дуговой сварки); 2 - обозначение способа защиты зоны дуги (Ф, Г, И, У, О); 3 - номинальный сварочный ток в сотнях ампер; 4 - номер модификации полуавтомата; 5 - вид климатического исполнения по ГОСТ 15150-69 и ГОСТ 15543-70; 6 - напряжение питающей сети в вольтах; 7 - частота питающей сети (указывается, если она не равна 50 Гц); 8 - слово экспорт (указывается только в случае изготовления полуавтомата на экспорт в страны с умеренным климатом); 9 - обозначение технических условий на полуавтомат конкретного типа, а для полуавтоматов, предназначенных для экспорта, - обозначение настоящего стандарта.
Пример условного обозначения полуавтомата для дуговой сварки в активных газах на номинальный сварочный ток 500 А, с номером модификации 05, климатического исполнения У, категории размещения 3, на напряжение питающей сети 380 В: