Оставить заметку
Оставить заметку
 Комментировать
Комментировать
 Скопировать ссылку
Скопировать ссылку
Toggle Dropdown
Дата введения 1990-07-01



Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ФРЕЗЫ ДИСКОВЫЕ ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ ЗВЕЗДОЧЕК К ПРИВОДНЫМ РОЛИКОВЫМ И ВТУЛОЧНЫМ ЦЕПЯМ Технические условия ГОСТ 28281-89
Disk cutters for sprockets off transmission roller and bush chains. Specifications
Дата введения 1990-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 09.10.89 N 3036
3. Стандарт полностью соответствует СТ СЭВ 6509-88
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| 4.2 | |
| Вводная часть, приложение | |
| 4.6 | |
| 2.2 | |
| 4.5 | |
| 4.3 | |
| 1.6 | |
| 4.3 | |
| Вводная часть | |
| 4.2 | |
| 2.9, 5 | |
| 2.2 | |
| 4.3 | |
| 4.8 | |
| Вводная часть | |
| 4.5 | |
| 3 | |
| 4.1, 4.3 |
6. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
7. ПЕРЕИЗДАНИЕ. Декабрь 2005 г.
Настоящий стандарт распространяется на дисковые фрезы для нарезания зубьев звездочек по ГОСТ 591 к однорядным и многорядным приводным роликовым и втулочным цепям поГОСТ 13568 и ГОСТ 21834 .
1. ОСНОВНЫЕ РАЗМЕРЫ
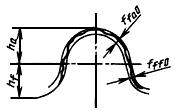
1. Основные размеры фрез должны соответствовать указанным на черт.1 и в табл.1.
Черт.1. Основные размеры фрез
Черт.1
Таблица 1
Размеры, мм
| Обозначение для исполнений | Применяе- | Параметры цепи |
|
|
| Ширина | |||||||
| 1 | 2 | 1 | 2 | Шаг | Диаметр ролика (втулки) |
|
|
| N 1 | N 2 | N 3 | N 4 | N 5 |
| 2500-1011 | 2500-1111 |
|
| 6,350 | 3,30 | 63 | 22 | 12 | 8,5 | 8,4 | 8,3 | 8,2 | 8,1 |
| 2500-1012 | 2500-1112 |
|
| 8,000 | 5,00 |
|
|
| 9,8 | 9,8 | 9,6 | 9,5 | 9,2 |
| 2500-1013 | 2500-1113 |
|
| 9,525 |
| 71* |
|
| 11,3 | 11,4 | 11,3 | 11,1 | 10,9 |
| 2500-1014 | 2500-1114 |
|
|
| 5,08 |
|
|
|
|
|
|
|
|
| 2500-1015 | 2500-1115 |
|
|
| 6,00 |
|
|
| 11,7 | 11,7 | 11,5 | 11,3 | 11,0 |
| 2500-1016 | 2500-1116 |
|
|
| 6,35 |
|
|
| 11,9 | 11,8 | 11,6 | 11,4 |
|
| 2500-1017 | 2500-1117 |
|
| 12,700 | 7,75 |
|
|
| 15,6 | 15,6 | 15,4 | 15,0 | 14,6 |
| 2500-1018 | 2500-1118 |
|
|
| 8,51 |
|
|
| 15,9 | 15,7 | 15,5 | 15,1 | 14,6 |
| 2500-1019 | 2500-1119 |
|
| 15,875 | 10,16 | 90 | 27 |
| 19,6 | 19,5 | 19,2 | 18,7 | 18,3 |
| 2500-1021 | 2500-1121 |
|
| 19,050 | 11,91 |
|
|
| 23,5 | 23,4 | 23,0 | 22,6 | 21,9 |
| 2500-1022 | 2500-1122 |
|
|
| 12,07 |
|
|
|
|
|
|
|
|
| 2500-1023 | 2500-1123 |
|
| 25,400 | 15,88 | 100 |
|
| 31,5 | 31,0 | 31,0 | 30,0 | 29,5 |
| 2500-1024 | 2500-1124 |
|
| 31,750 | 19,05 | 112 | 32 | 10 | 39,0 | 38,5 | 38,0 | 37,5 | 36,5 |
| 2500-1025 | 2500-1125 |
|
| 38,100 | 22,23 | 125 |
|
| 46,0 | 46,0 | 45,5 | 45,0 | 44,0 |
| 2500-1026 | 2500-1126 |
|
|
| 25,40 |
|
|
| 47,5 | 47,0 | 46,5 | 45,5 | 44,0 |
| 2500-1027 | 2500-1127 |
|
| 44,450 |
| 140 | 40 |
| 60,0 | 56,5 | 54,5 | 53,0 | 51,5 |
| 2500-1028 | 2500-1128 |
|
|
| 27,94 |
|
|
| 61,5 | 57,5 | 55,5 | 53,5 | 52,0 |
| 2500-1029 | 2500-1129 |
|
| 50,800 | 28,58 |
|
|
| 69,9 | 65,0 | 62,5 | 60,5 | 59,0 |
| 2500-1031 | 2500-1131 |
|
|
| 29,21 |
|
|
|
|
|
|
|
|
| 2500-1032 | 2500-1132 |
|
| 63,500 | 39,68 | 180 | 50 |
| 87,5 | 82,0 | 79,0 | 76,5 | 74,0 |
| 2500-1033 | 2500-1133 |
|
|
| 39,37 |
|
|
|
|
|
|
|
|
| 2500-1034 | 2500-1134 |
|
| 76,200 | 47,63 | 200 |
|
| 105,0 | 98,5 | 95,0 | 92,0 | 89,0 |
| 2500-1035 | 2500-1135 |
|
|
| 48,26 |
|
|
|
|
|
|
|
|
________________
* Допускается по согласованию с потребителем изготовлять фрезы с диаметром вершин зубьев=70 мм.
Пример условного обозначения фрезы для нарезания зубьев звездочки к цепи с шагом=19,050 мм и диаметром ролика
=11,91 мм, исполнения 1, N 3:
Фреза 2500-1021 N 3 ГОСТ 28281-89
То же, исполнения 2:
Фреза 2500-1121 N 3 ГОСТ 28281-89
1.2. Фрезы должны изготовляться с профилем зуба исполнений:
1 - без смещения центров дуг впадин;
2 - со смещением центров дуг впадин.
1.3. Передний угол фрез - 0°, задний угол - 9°-12°.
1.4. Номер фрез назначается в зависимости от числа зубьев обрабатываемой звездочки по табл.2.
Таблица 2
| Номер фрезы | Число зубьев звездочки |
| 1 | 6 до 8 |
| 2 | " 9 " 11 |
| 3 | " 12 " 16 |
| 4 | " 17 " 29 |
| 5 | Св. 29 |
1.5. Фрезы должны поставляться комплектами (наборами) или отдельными номерами.
1.6. Размеры шпоночного паза - по ГОСТ 9472 .
1.7. Размеры профиля зубьев звездочек указаны в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фрезы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Фрезы должны изготовляться из быстрорежущей стали по ГОСТ 19265 .
Допускается изготовлять фрезы из других марок быстрорежущей стали, обеспечивающих работоспособность фрез в соответствии с требованиями настоящего стандарта.
По согласованию с потребителем допускается изготовление фрез из легированной инструментальной стали марок 9ХС, ХВГ или ХВСГ по ГОСТ 5950 .
2.3. Твердость фрез из быстрорежущей стали - 63...66 HRC, из легированной инструментальной стали - 62...65 НRС
.
Для фрез, изготовленных из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более, твердость - 64...66 HRC.
2.4. На всех поверхностях фрез не должно быть трещин, заусенцев и следов коррозии, а на передних поверхностях - прижогов и обезуглероженных мест.
2.5. Параметры шероховатости поверхностей фрез не должны превышать, мкм:
| поверхности посадочного отверстия |
|
| передней поверхности зуба |
|
| торцовой поверхности |
|
| задней поверхности зуба |
|
| остальных поверхностей |
|
2.6. Предельные отклонения наружного диаметра фрез - js16, ширины фрез - h12, размеров с неуказанными допусками: h16, Н16,. Допускается изготовлять фрезы с предельными отклонениями по наружному диаметру - h16.
2.7. Допуски и предельные отклонения проверяемых параметров фрез не должны превышать величин, указанных в табл.3.
Таблица 3
| Наименование проверяемых параметров | Обозначение допусков и предельных отклонений | Допуск и предельное отклонение, мкм, | |||
|
|
| От 6,35 | От 9,525 | От 25,4 | От 63,5 |
| 1. Диаметр посадочного отверстия
|
| Н7 | |||
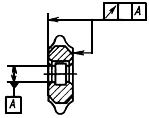
| 2. Торцовое биение опорных поверхностей
|
| 30 | 40 | 50 | |
| 3. Радиальное биение по вершинам: |
| 32 | 40 | 50 | |
|
|
| 63 | 80 | 100 | |
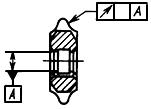
| 4. Профиль передней поверхности
|
| 100 | 200 | 250 | 340 |
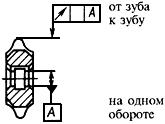
| 5. Биение боковых режущих кромок зубьев в направлении нормали к профилю
|
| 60 | 80 | 100 | 120 |
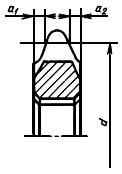
| 6. Разность расстояний от торцовых плоскостей фрезы до точек профиля, лежащих на одном диаметре (асимметричность профиля)
|
| 160 | 200 | 250 | 320 |
| 7. Профиль зуба |
| 50 | 63 | 80 | |
|
|
| 80 | 100 | 120 | |