Дата введения 1983-01-01









Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ Болты, винты, шпильки, гайки и шурупы ДОПУСКИ Методы контроля размеров и отклонений формы и расположения поверхностей ГОСТ 1759.1-82
Bolts, screws, studs and nuts. Tolerances. Control methods of dimensions and deviations of form and surface position
Дата введения 1983-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. PA3PAБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.07.82 N 2954
3. Стандарт полностью соответствует СТ СЭВ 2651-80
4. ВЗАМЕН ГОСТ 1759-70 в части допусков и методов контроля размеров и отклонений формы и расположения поверхностей
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 8.010-90 |
3.1 |
|
ГОСТ 10753-86 |
3.6 |
|
ГОСТ 11284-75 |
3.4; 3.12 |
|
ГОСТ 12414-94 |
2.1 |
|
ГОСТ 19256-73 |
2.1 |
|
ГОСТ 24997-2004 |
3.2 |
|
ГОСТ 25069-81 |
2.3 |
|
ГОСТ 25670-83 |
2.2 |
6. ИЗДАНИЕ с Изменением N 1, утвержденным в сентябре 1988 г. (ИУС 12-88)
Настоящий стандарт распространяется на болты, винты, шпильки и гайки общемашиностроительного применения с резьбой от М1 до М48, а также на шурупы и самонарезающие винты (кроме размеров их резьбы), и устанавливает для них три класса точности - А, B, С и методы контроля размеров и отклонений формы и расположения поверхностей.
Стандарт полностью соответствует СТ СЭВ 2651-80.
1. ПОЛЯ ДОПУСКОВ РЕЗЬБЫ
1.1. Поля допусков наружных и внутренних резьб должны соответствовать указанным в табл.1.
Таблица 1
мм
|
Резьба |
Поле допуска резьбы для крепежных изделий класса точности |
Примечания |
|||
|
|
A |
B |
C |
|
|
|
Наружная |
6g |
6g |
8g |
- |
|
|
Внутренняя |
6H |
6H |
7H |
1. Для гаек от М3 высотой |
|
|
|
|
|
|
2. Для гаек высотой |
|
|
|
|
|
|
3. У самоконтрящихся гаек внутренний диаметр может превышать допустимые значения на участке |
|
До 1 января 1990 г. для изделий классов точности А и В первой категории качества допускались поля допусков резьбы, соответствующие классу точности С.
1.2. Под нанесение металлических покрытий повышенной толщины допускается применять поля допусков резьб, не приведенные в табл.1.
2. ДОПУСКИ РАЗМЕРОВ, ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
2.1. Допуски размеров, допуски расположения и суммарные допуски формы и расположения поверхностей должны соответствовать указанным в табл.2.
Таблица 2
мм
|
Крепежные изделия или |
Обозна- |
Наименование размера |
Обозначение |
Поля допусков |
|||||
|
|
|
|
|
А |
В |
С |
|||
|
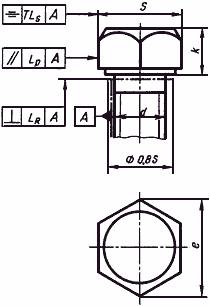
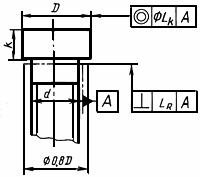
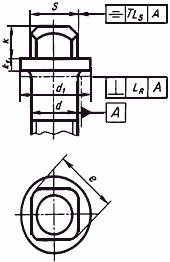
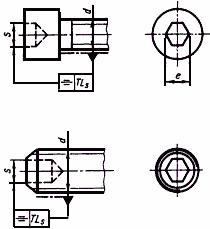
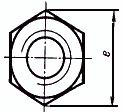
1. Шестигранные головки |
|
Размер под ключ |
- |
h13 при |
h14 при |
||||
|
|
|
Высота головки |
- |
|
|
|
|||
|
|
|
Диаметр описанной окружности |
- |
|
|||||
|
|
|
Допуск симметричности головки относительно оси стержня в диаметральном выражении |
|
2IТ13 |
2IТ14 |
2IТ15 |
|||
|
|
|
Допуск параллельности граней относительно оси стержня |
|
0,0175 |
0,0349 |
||||
|
|
|
Допуск перпендикулярности опорной поверхности |
|
Для болтов с |
|||||
|
|
|
|
|
0,0175 |
0,0349 |
||||
|
|
|
|
|
Для болтов с |
|||||
|
|
|
|
|
0,0087 |
0,0175 |
||||
|
2. Цилиндрические головки |
|
Диаметр головки |
- |
h12 |
h14 |
h15 |
|||
|
|
|
Высота головки |
- |
h13 при |
h14 |
h15 |
|||
|
|
|
Допуск соосности головки относительно оси стержня в диаметральном выражении |
|
2IТ13 |
2IТ14 |
2IТ15 |
|||
|
|
|
Допуск перпендикулярности опорной поверхности головки относительно оси стержня |
|
0,0175 |
0,0349 |
||||
|
3. Квадратные головки |
|
Размер под ключ |
- |
h13 |
h14 |
- |
|||
|
|
|
Высота головки |
- |
|
|
- |
|||
|
|
|
Диаметр описанной окружности |
- |
h16 |
- |
||||
|
|
|
Диаметр буртика |
- |
h15 |
- |
||||
|
|
|
Высота буртика |
- |
h14 |
- |
||||
|
|
|
Допуск симметричности головки относительно оси стержня в диаметральном выражении |
|
2IТ13 |
2IТ14 |
- |
|||
|
|
|
Допуск перпендикулярности опорной поверхности буртика относительно оси стержня
|
|
0,0175 |
- |
||||
|
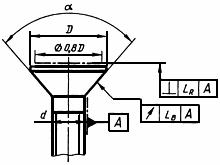
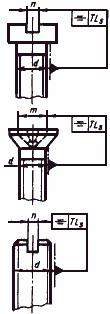
4. Потайные головки |
|
Диаметр головки |
- |
h14 |
h15 для головки со шлицем; |
||||
|
|
|
Допуск биения в заданном направлении
|
|
2IТ13 |
2IТ14 |
2IТ15 |
|||
|
|
|
Допуск перпендикулярности торца головки относительно оси стержня |
|
0,0175 |
0,0349 |
||||
|
|
|
Угол потая |
- |
+2° |
+3° |
+5° |
|||
|
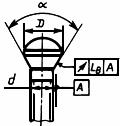
5. Полупотайные готовки |
|
Диаметр головки |
- |
h14 |
h15 для головки со шлицем; |
||||
|
|
|
Допуск биения в заданном направлении |
|
2IТ13 |
2IТ14 |
2IТ15 |
|||
|
|
|
Угол потая |
- |
+2° |
+3° |
+5° |
|||
|
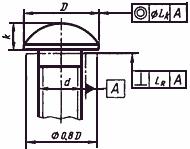
6. Полукруглые головки |
|
Диаметр головки |
- |
h14 |
|
|
|||
|
|
|
Высота головки |
- |
|
±0,08 при |
|
|||
|
|
|
Допуск соосности головки относительно стержня в диаметральном выражении |
|
2IТ13 |
2IТ14 |
2IТ15 |
|||
|
|
|
Допуск перпендикулярности опорной поверхности головки относительно оси стержня |
|
0,0175 |
0,0349 |
||||
|
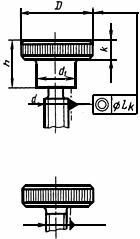
7. Накатанные головки |
|
Диаметр головки |
- |
h15 |
- |
||||
|
|
|
Диаметр подголовка |
- |
h14 |
- |
||||
|
|
|
Высота головки с подголовком |
- |
h15 |
- |
||||
|
|
|
Высота головки без подголовка |
- |
h14 |
h15 |
- |
|||
|
|
|
Допуск соосности головки относительно стержня в диаметральном выражении
|
|
2IТ13 |
2IТ14 |
- |
|||
|
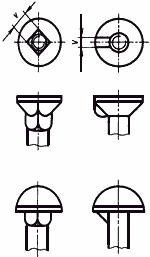
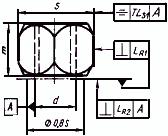
8. Специальные элементы головок |
|
Ширина уса |
- |
- |
- |
h16 |
|||
|
|
|
Размер стороны квадратного подголовка
|
- |
- |
- |
|
|||
|
9. Прямой и крестообразный шлицы для всех видов головок и для установочных винтов |
|
Ширина шлица |
- |
С13 при |
|||||
|
|
|
Допуск симметричности шлица относительно оси стержня в диаметральном выражении |
|
2IТ13 |
2IТ14 |
||||
|
10. Внутренний шестигранник для всех видов головок и для установочных винтов |
|
Размер под ключ внутреннего шестигранника |
- |
|
|
- |
|||
|
|
|
Диаметр описанной окружности |
- |
|
|||||
|
|
|
Допуск симметричности внутреннего шестигранника относительно оси стержня в диаметральном выражении |
|
2IТ13 |
2IТ14 |
- |
|||
|
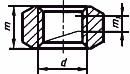
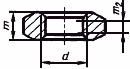
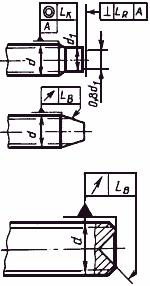
11. Концы установочных винтов |
|
Допуск соосности цилиндрической цапфы относительно резьбы в диаметральном выражении
|
|
2IТ13 |
2IТ14 |
- |
|||
|
|
|
Допуск биения в заданном направлении наружного или внутреннего конуса относительно оси резьбы |
|
2IТ13 |
2IТ14 |
- |
|||
|
|
|
Допуск перпендикулярности торца цилиндрической цапфы относительно оси резьбы |
|
0,0175 |
- |
||||
|
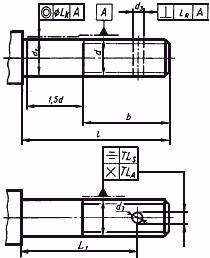
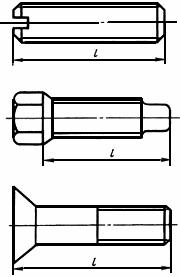
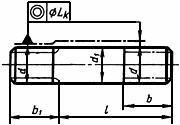
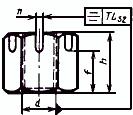
12. Стержни болтов и винтов |
|
Диаметр гладкой части стержня, равный номинальному диаметру резьбы |
- |
h1З |
h14 |
h15 |
|||
|
|
|
Длина стержня |
- |
|
|
|
|||
|
|
|
Длина резьбы |
- |
плюс 2 шага резьбы (+2 |
|||||
|
|
|
Расстояние от опорной поверхности головки до оси отверстия в стержне |
- |
+IТ14 |
|||||
|
|
|
Диаметр отверстия в стержне |
- |
H14 |
|||||
|
|
|
Допуск симметричности отверстия в стержне относительно оси резьбы в диаметральном выражении или допуск пересечения осей резьбы и отверстия в стержне в диаметральном выражении |
|
2IТ13 |
2IТ14 |
2IТ15 |
|||
|
|
|
Допуск соосности резьбы и стержня в диаметральном выражении |
|
2IТ13 |
2IТ14 |
2IТ15 |
|||
|
|
|
Допуск перпендикулярности оси отверстия в стержне относительно оси резьбы |
|
0,025 |
0,05 |
||||
|
13. Шпильки |
|
Диаметр гладкой части шпильки |
- |
h1З |
h14 |
±IT15 |
|||
|
|
|
Длина шпильки |
- |
|
|
|
|||
|
|
|
Длина гаечного конца
|
- |
плюс 2 шага резьбы (+2 |
|||||
|
|
|
Длина ввинчиваемого резьбового конца |
- |
|
|
||||
|
|
|
Допуск соосности гаечного и ввинчиваемого концов в диаметрально |
- |
2IТ13 |
2IТ14 |
2IТ15 |
|||
|
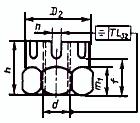
14. Шестигранные гайки
|
|
Размер под ключ |
- |
|
h14 при |
||||
|
|
|
Высота гайки |
- |
h13 при |
h16 |
h17 |
|||
|
|
|
Расстояние от опорной поверхности до основания коронки |
- |
h14 |
h16 |
h17 |
|||
|
|
|
Высота корончатой гайки |
- |
h14 |
h16 |
h17 |
|||
|
|
|
Расстояние от опорной поверхности до основания прорези |
- |
h14 |
h16 |
h17 |
|||
|
|
|
Ширина прорези |
- |
Н14 |
Н15 |
||||
|
|
|
Диаметр коронки |
- |
h14 |
h15 |
h16 |
|||
|
|
|
Диаметр описанной окружности |
- |
|
|||||
|
|
|
Допуск симметричности шестигранника (размера под ключ) относительно оси отверстия в диаметральном выражении |
|
2IТ14 |
2IТ15 |
||||
|
|
|
Допуск симметричности прорези относительно оси резьбы в диаметральном выражении |
|
2IТ13 |
2IТ14 |
2IТ15 |
|||
|
|
|
Допуск перпендикулярности граней относительно опорной поверхности гайки |
|
0,0175 |
0,0349 |
||||
|
|
|
Допуск перпендикулярности |
|
0,0175 |
0,0262 |
0,0349 |
|||
|
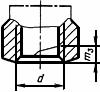
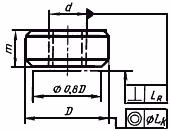
15. Круглые гайки |
|
Высота гайки |
- |
h14 |
h16 |
|
|||
|
|
|
Диаметр гайки |
- |
h14 |
h15 |
||||
|
|
|
Допуск перпендикулярности опорных поверхностей гайки относительно оси резьбы |
|
0,0175 |
0,0349 |
||||
|
|
|
Допуск соосности наружного цилиндра относительно отверстия в диаметральном выражении |
|
2IТ14 |
2IТ15 |
||||
|
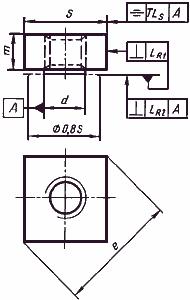
16. Квадратные гайки |
|
Размер под ключ |
- |
h13 при |
h14 при |
||||
|
|
|
Высота гайки |
- |
h14 |
h15 при |
h17 |
|||
|
|
|
Диаметр описанной окружности |
- |
|
|||||
|
|
|
Допуск симметричности квадрата (размера под ключ) относительно оси отверстия в диаметральном выражении |
|
2IТ14 |
2IТ15 |
||||
|
|
|
Допуск перпендикулярности граней относительно опорной поверхности |
|
0,0175 |
0,0349 |
||||
|
|
|
Допуск перпендикулярности |
|
0,0175 |
0,0262 |
0,0349 |
|||
Примечания:
1. База - только гладкая или только резьбовая поверхность стержня. Длина базы равна. Допускается длину базы на гладкой части стержня уменьшать до трех шагов резьбы (3
), если длина гладкой части меньше
.
2. Для болтов и винтов с фланцами (буртиками), а также для изделий, у которых шестигранная головка образуется холодной штамповкой без применения операции обсечки, диаметр описанной окружности
3. При выполнении резьбы накатыванием без редуцирования предельные отклонения диаметра гладкой части стержня - по ГОСТ 19256 .