Дата введения 1986-01-01








Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ПРИСПОСОБЛЕНИЯ К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ. ОПРАВКИ С РАЗРЕЗНЫМИ ЦАНГАМИ ДЛЯ ТОЧНЫХ РАБОТ Основные параметры и размеры ГОСТ 31.1066.02-85
Attachments for metall-cutting machine tools. Mandrels with split collets for precision machining. Basic parameters and dimensions
С изменениями и дополнениями № 1 (ИУС 12-1987), 2 (ИУС 9-1990)
Дата введения 1986-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством высшего и среднего специального образования СССР
Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.06.85 N 1814
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 9.306-85 |
Приложение 1 |
|
ГОСТ 4543-71 |
Приложение 1 |
|
ГОСТ 5916-70 |
3 |
|
ГОСТ 10549-80 |
Приложение 1 |
|
ГОСТ 11654-90 |
Приложение 2 |
|
ГОСТ 12593-93 |
2 |
|
ГОСТ 12595-2003 |
2 |
|
ГОСТ 14034-74 |
Приложение 1 |
|
ГОСТ 14959-79 |
Приложение 1 |
|
ГОСТ 16093-2004 |
Приложение 1 |
|
ГОСТ 17773-72 |
3 |
|
ГОСТ 18097-93 |
Приложение 2 |
|
ГОСТ 24643-81 |
Приложение 1, приложение 2
|
|
ГОСТ 24705-2004 |
Приложение 1 |
|
ГОСТ 25557-82 * |
Приложение 1 |
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 05.06.90 N 1400
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в августе 1987 г., июне 1990 г. (ИУС 12-87, 9-90)
1. Настоящий стандарт распространяется на оправки с разрезными цангами, позволяющие за счет деформации обеспечивать переналадку на большой диапазон диаметров технологической базы, которые предназначены для установки заготовок типа колец, втулок, гильз с цилиндрическим базовым отверстием при точной обработке их на металлорежущих станках.
2. Оправки должны изготовляться трех типов:
I - центровые с ручным зажимом;
II - шпиндельные с пневматическим зажимом;
III - фланцевые с пневматическим зажимом, устанавливаемые на фланцевые концы шпинделей станков, по ГОСТ 12593 и ГОСТ 12595 .
3. Основные параметры и размеры оправок должны соответствовать указанным на черт.1, 2 и 3 и в табл.1, 2 и 3.
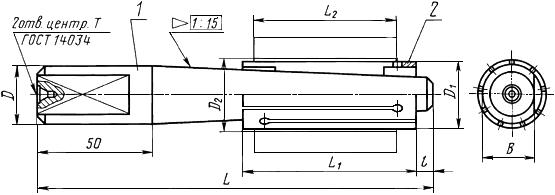
Черт.1. Основные параметры и размеры оправок. Тип I
Тип I
1 - вал;
2 - цанга
Черт.1
Примечание. Чертеж не определяет конструкцию оправок.
Таблица 1
Размеры, мм
|
Обозна- |
|
|
|
|
|
|
Разжим цанги без заготовки, не более |
Осевое переме- щение цанги, не более |
Размеры устанавливаемых заготовок |
Масса, кг, не более |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
наим. |
наиб. |
наим. |
наиб. |
|
|
7112-1451 |
14,10 |
155 |
15,80 |
70 |
5 |
12,0 |
2,2 |
33,0 |
16 |
18,00 |
14 |
56 |
0,235 |
|
7112-1452 |
15,77 |
|
17,78 |
|
|
13,5 |
2,3 |
34,5 |
18 |
20,08 |
|
|
0,291 |
|
7112-1453 |
17,53 |
165 |
19,78 |
80 |
|
15,0 |
|
|
20 |
22,08 |
16 |
63 |
0,387 |
|
7112-1454 |
19,23 |
|
21,75 |
|
|
16,5 |
|
|
22 |
24,05 |
|
|
0,462 |
|
7112-1455 |
20,90 |
|
23,75 |
|
|
18,0 |
|
|
24 |
26,05 |
|
|
0,546 |
|
7112-1456 |
22,63 |
|
25,75 |
|
|
19,5 |
|
|
26 |
28,05 |
|
|
0,635 |
|
7112-1457 |
24,30 |
175 |
27,72 |
90 |
|
21,0 |
|
|
28 |
30,02 |
18 |
71 |
0,789 |
|
7112-1458 |
27,07 |
195 |
29,72 |
|
10 |
23,5 |
3,0 |
45,0 |
30 |
32,72 |
|
|
1,049 |
|
7112-1459 |
28,87 |
205 |
31,72 |
100 |
|
25,0 |
|
|
32 |
34,72 |
20 |
80 |
1,258 |
|
7112-1461 |
30,50 |
|
33,70 |
|
|
26,5 |
|
|
34 |
36,70 |
|
|
1,404 |
|
7112-1462 |
32,17 |
|
35,70 |
|
|
27,5 |
|
|
36 |
38,50 |
|
|
1,560 |
|
7112-1463 |
33,90 |
215 |
37,70 |
110 |
|
29,0 |
|
|
38 |
40,70 |
22 |
85 |
1,835 |
|
7112-1464 |
36,57 |
230 |
39,66 |
|
|
31,5 |
4,0 |
60,0 |
40 |
43,66 |
|
|
2,224 |
|
7112-1465 |
38,30 |
|
41,66 |
|
|
33,0 |
|
|
42 |
45,66 |
|
|
2,439 |
|
7112-1466 |
40,90 |
|
44,66 |
|
|
35,5 |
|
|
45 |
48,66 |
|
|
2,776 |
|
7112-1467 |
43,40 |
240 |
47,60 |
120 |
|
37,5 |
|
|
48 |
51,60 |
24 |
95 |
3,291 |
|
7112-1468 |
45,03 |
|
49,60 |
|
|
39,0 |
|
|
50 |
53,60 |
|
|
3,550 |
|
7112-1469 |
48,67 |
255 |
52,60 |
|
|
42,0 |
5,0 |
75,0 |
53 |
57,60 |
|
95 |
4,307 |
|
7112-1471 |
51,43 |
260 |
55,55 |
125 |
|
44,5 |
|
|
56 |
60,55 |
25 |
100 |
4,914 |
|
7112-1472 |
54,63 |
265 |
59,55 |
130 |
|
47,0 |
|
|
60 |
64,55 |
26 |
105 |
5,691 |
|
7112-1473 |
57,27 |
|
62,55 |
|
|
49,5 |
|
|
63 |
67,55 |
|
|
6,265 |
|
7112-1474 |
60,60 |
275 |
66,50 |
140 |
|
52,5 |
|
|
67 |
71,50 |
28 |
110 |
7,298 |
|
7112-1475 |
65,03 |
300 |
70,50 |
150 |
|
56,5 |
6,0 |
90,0 |
71 |
76,50 |
30 |
120 |
9,086 |
|
7112-1476 |
68,47 |
|
74,50 |
|
|
59,5 |
|
|
75 |
80,50 |
|
|
10,075 |
|
7112-1477 |
72,83 |
310 |
79,45 |
160 |
|
63,5 |
|
|
80 |
85,45 |
32 |
130 |
11,793 |
|
7112-1478 |
77,10 |
|
84,45 |
|
|
67,5 |
|
|
85 |
90,45 |
|
|
13,224 |
|
7112-1479 |
82,27 |
340 |
89,40 |
170 |
15 |
72,0 |
7,0 |
105,0 |
90 |
96,40 |
34 |
135 |
16,396 |
|
7112-1481 |
86,63 |
|
94,40 |
|
|
76,0 |
|
|
95 |
101,40 |
|
|
18,137 |
|
7112-1482 |
91,90 |
365 |
99,35 |
180 |
|
80,0 |
8,0 |
120,0 |
100 |
107,35 |
36 |
145 |
21,805 |
Пример условного обозначения оправки типа I, диаметром=14,10 мм:
Оправка 7112-1451-I ГОСТ 31.1066.02-85
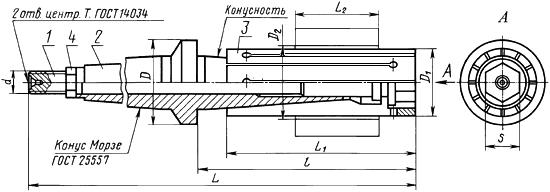
Черт.2. Основные параметры и размеры оправок. Тип II
Тип II
1 - тяга;
2 - корпус; 3 - цанга; 4 - гайка по ГОСТ 5916
Черт.2
Примечание. Чертеж не определяет конструкцию оправок.
Таблица 2
Размеры, мм
|
Обозна- |
|
|
|
|
|
|
Ко- |
Конус- |
|
Разжим цанги без заго- |
Осевое пере- меще- |
Размеры устанавливаемых заготовок |
Масса, кг, не более |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
наим. |
наиб. |
наим. |
наиб. |
|
|
7112-1483 |
44 |
М12 |
268 |
31,72 |
100 |
117,0 |
4 |
1:7 |
17 |
2,3 |
16 |
32 |
34,02 |
20 |
80 |
1,149 |
|
7112-1484 |
46 |
|
269 |
33,70 |
|
117,7 |
|
|
|
|
|
34 |
36,00 |
|
|
1,221 |
|
7112-1485 |
52 |
|
294 |
35,70 |
|
118,0 |
5 |
1:6 |
|
2,5 |
15 |
36 |
38,20 |
|
|
1,995 |
|
7112-1486 |
54 |
|
307 |
37,70 |
110 |
129,8 |
|
|
|
2,8 |
17 |
38 |
40,50 |
22 |
85 |
2,314 |
|
7112-1487 |
56 |
|
|
39,70 |
|
|
|
|
|
|
|
40 |
42,50 |
|
|
2,372 |
|
7112-1488 |
58 |
М14 |
314 |
41,70 |
|
131,0 |
|
|
19 |
3,3 |
20 |
42 |
45,00 |
|
|
2,495 |
|
7112-1489 |
60 |
|
316 |
44,70 |
|
|
|
1:5 |
|
3,4 |
17 |
45 |
48,06 |
|
|
2,742 |
|
7112-1491 |
62 |
|
332 |
47,60 |
120 |
145,0 |
|
|
|
4,0 |
20 |
48 |
51,60 |
24 |
95 |
3,011 |
|
7112-1492 |
64 |
|
|
49,60 |
|
|
|
|
|
|
|
50 |
53,60 |
|
|
3,133 |
|
7112-1493 |
70 |
М16 |
387 |
52,60 |
|
|
6 |
|
|
|
|
53 |
56,60 |
|
|
5,246 |
|
7112-1494 |
71 |
|
390 |
55,55 |
125 |
150,0 |
|
|
22 |
4,6 |
23 |
56 |
60,15 |
25 |
100 |
5,951 |
|
7112-1495 |
74 |
М20 |
413 |
59,55 |
130 |
160,0 |
|
|
|
5,0 |
25 |
60 |
64,55 |
26 |
105 |
6,551 |
|
7112-1496 |
75 |
|
|
62,50 |
|
|
|
|
24 |
|
|
63 |
67,55 |
|
|
6,801 |
|
7112-1497 |
77 |
|
424 |
66,50 |
140 |
170,0 |
|
|
|
|
|
67 |
71,50 |
28 |
110 |
7,324 |
|
7112-1498 |
83 |
М24 |
450 |
70,50 |
150 |
182,0 |
|
1:4 |
|
6,0 |
24 |
71 |
76,50 |
30 |
120 |
7,967 |
|
7112-1499 |
85 |
|
|
74,50 |
|
|
|
|
27 |
|
|
75 |
80,50 |
|
|
8,548 |
|
7112-1501 |
90 |
|
462 |
79,45 |
160 |
192,0 |
|
|
|
|
|
80 |
85,45 |
32 |
130 |
9,386 |
|
7112-1502 |
95 |
|
463 |
84,45 |
|
|
|
|
30 |
|
|
85 |
90,45 |
|
|
10,324 |
|
7112-1503 |
100 |
|
479 |
89,40 |
170 |
206,0 |
|
|
|
7,0 |
28 |
90 |
96,40 |
34 |
135 |
11,454 |
|
7112-1504 |
105 |
М30 |
495 |
94,40 |
|
|
|
|
36 |
|
|
95 |
101,40 |
|
|
12,458 |
|
7112-1505 |
110 |
|
510 |
99,35 |
180 |
220,0 |
|
|
|
8,0 |
32 |
100 |
107,35 |
36 |
145 |
13,784 |
Пример условного обозначения оправки типа II, диаметром=44 мм:
Оправка 7112-1483-II ГОСТ 31.1066.02-85
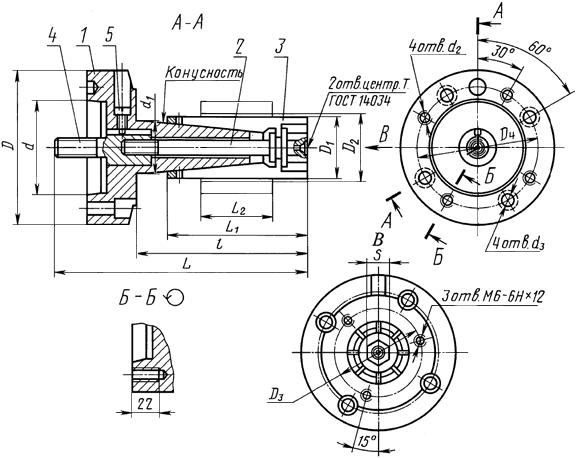
Черт.3. Основные параметры и размеры оправок. Тип III
Тип III
1 - корпус; 2 - тяга; 3 - цанга; 4 - вал; 5 - винт по ГОСТ 17773
Черт.3
Примечание. Чертеж не определяет конструкцию оправок.
Таблица 3
Размеры, мм