РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности









Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР КРУГИ АЛМАЗНЫЕ ОТРЕЗНЫЕ С ВНУТРЕННЕЙ РЕЖУЩЕЙ КРОМКОЙ Технические условия ГОСТ 26004-83
Diamond cut-off wheels with interior cuts. Specifications
Предисловие
Срок действия с 01.07.85 до 01.07.90 в части кругов с206 мм,
0,12 мм с 01.07.86
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
Р.Ф.Кохан, В.В.Журавлев, И.Г.Калинина, Р.Н.Мишакова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра Н.А.Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14 декабря 1983 г. N 5896
ВНЕСЕНО Изменение N 1 , утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 27.01.89 N 128 с 01.07.90
Настоящий стандарт распространяется на алмазные отрезные круги с внутренней режущей кромкой для резки полупроводниковых материалов, кварца, сапфира, керамики, изготовляемые для нужд народного хозяйства и экспорта.
1. РАЗМЕРЫ
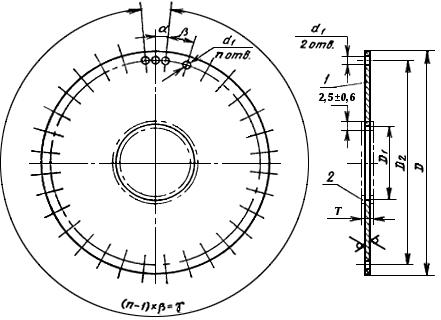
1.1. Размеры кругов должны соответствовать указанным на черт.1-3 и в табл.1, 2.
Черт.1. D=206, 305 и 380 мм
206, 305 и 380 мм
1 - корпус; 2 - алмазоносный слой
Черт.1
Таблица 1
Размеры в мм
|
|
|
|
|
|
|
|
|
|
||
|
Номин. |
Пред. откл. |
|
Номин. |
Пред. откл. |
|
|
|
|
|
|
|
206 |
-0,46 |
83 |
0,20 |
+0,03 |
193 |
8 |
16 |
11°15' |
22°30' |
337°30' |
|
|
|
118 |
|
±0,03 |
|
|
|
|
|
|
|
|
|
|
0,45 |
±0,05 |
|
|
|
|
|
|
|
305 |
-0,52 |
100 |
0,20 |
+0,03 |
285,5 |
7 |
32 |
5°37'30" |
11°15' |
348°45' |
|
|
|
|
0,25 |
±0,02 |
|
|
|
|
|
|
|
|
|
|
0,45 |
±0,05 |
|
|
|
|
|
|
|
380 |
-0,57 |
130 |
0,20 |
+0,03 |
360 |
|
|
|
|
|
|
|
|
|
0,25 |
±0,02 |
|
|
|
|
|
|
Пример условного обозначения круга диаметром305 мм, толщиной режущей кромки
0,45 мм, из алмазных порошков марки А5, зернистостью 125/100:
Круг 305х0,45 A5 125/100 ГОСТ 26004-83
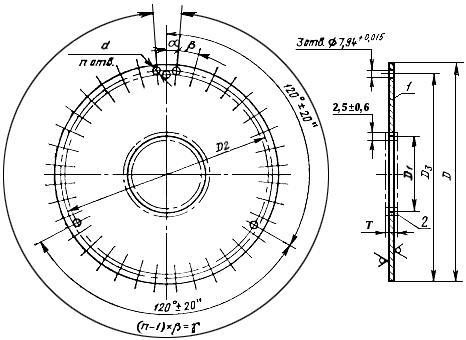
Черт.2. D=422, 546 и 560 мм
422, 546, 560 и 597 мм
1 - корпус; 2 - алмазоносный слой
Черт.2
Таблица 2
Размеры в мм
|
|
|
|
|
|
|
|
|
|
|
|||
|
Номин. |
Пред. откл. |
|
Номин. |
Пред. откл. |
|
|
|
|
Номин. |
Пред. откл. |
|
|
|
422 |
-0,63 |
(136) |
0,32 |
±0,02 |
409,6 |
409,58 |
7,6 |
36 |
5° |
±2'30" |
10° |
350° |
|
|
|
|
0,36 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,45 |
±0,05 |
|
|
|
|
|
|
|
|
|
|
|
152 |
0,25 |
±0,02 |
|
|
|
|
|
|
|
|
|
|
|
|
0,28 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,45 |
±0,05 |
|
|
|
|
|
|
|
|
|
|
|
184 |
0,25 |
±0,02 |
|
|
|
|
|
|
|
|
|
546 |
-0,70 |
|
0,30 |
|
533,4 |
553,4 |
|
48 |
3°45' |
±1'30" |
7°30' |
352°30' |
|
|
|
|
0,32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,36 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,40 |
|
|
|
|
|
|
|
|
|
|
560 |
|
|
0,45 |
±0,05 |
|
|
|
|
|
|
|
|
|
|
|
|
0,25 |
±0,02 |
546,8 |
546,8 |
|
|
|
|
|
|
|
|
|
|
0,30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,45 |
±0,05 |
|
|
|
|
|
|
|
|
|
|
|
203 |
0,25 |
±0,02 |
|
|
|
|
|
|
|
|
|
|
|
|
0,30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,45 |
±0,05 |
|
|
|
|
|
|
|
|
|
597 |
-0,7 |
|
0,32 |
±0,02 |
571,5 |
571,5 |
8,7 |
45 |
4° |
|
8° |
352° |
|
|
|
|
0,36 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,45 |
±0,05 |
|
|
|
|
|
|
|
|
|
690 |
-0,8 |
271 |
0,45 |
|
665 |
665 |
7,5 |
75 |
6° |
|
15° |
- |
|
|
|
307 |
|
|
|
|
|
|
|
|
|
|
Примечание. Круги диаметром690 мм должны изготовляться по рабочим чертежам, утвержденным в установленном порядке.
Размер, заключенный в скобки, применять не рекомендуется.
Пример условного обозначения круга диаметром422 мм, толщиной режущей кромки
0,32 мм из алмазных порошков марки А5, зернистостью 50/40:
Круг 422х0,32 А5 50/40 ГОСТ 26004-83
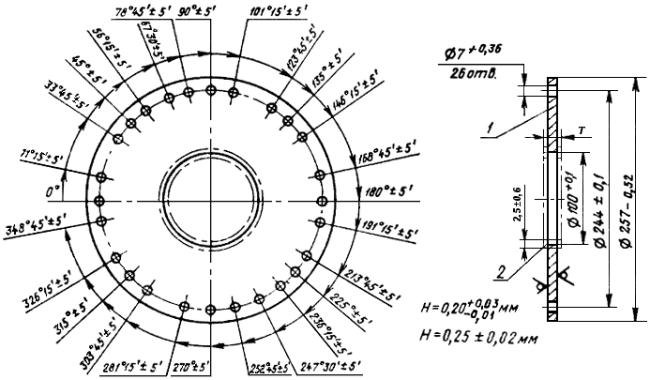
Черт.3. D=257 мм
257 мм
Рекомендуемый диаметр разрезаемого слитка - 40 мм. 1 - корпус; 2 - алмазоносный слой Черт.3
Условное обозначение круга диаметром257 мм, толщиной режущей кромки
0,25 мм, из алмазных порошков марки AM, зернистостью 60/40:
257х0,25 AM 60/40 ГОСТ 26004-83
(Измененная редакция, Изм. N 1 ).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Круги должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Круг должен состоять из стального корпуса, на внутренней рабочей поверхности которого методом гальваностегии закреплен связкой алмазоносный слой.
2.3. Алмазоносный слой должен состоять из алмазных порошков марок А2, А5, А8, AM, АН зернистостью 40/28, 60/40, 50/40 - для кругов с0,36 мм и зернистостью 100/80, 125/100 - для кругов с
0,36 мм по ГОСТ 9206-80 .
По заказу потребителя допускается изготовление кругов из алмазных порошков других марок и зернистостей по отраслевой нормативно-технической документации.
2.4. Алмазный порошок на рабочей поверхности круга должен быть равномерно распределен.
2.5. Отслаивание алмазоносного слоя, а также наросты связки на его боковой поверхности не допускаются.