Дата введения 1971-01-01

| Рубрики: |
|


Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ПОКОВКИ ИЗ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ, ИЗГОТОВЛЯЕМЫЕ КОВКОЙ НА МОЛОТАХ Припуски и допуски ГОСТ 7829-70
Cardon and alloyed steel forgings fabricated by hammer forging. Allowances and tolerances
Дата введения 1971-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого и транспортного машиностроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 15.01.70 N 60
3. ВЗАМЕН ГОСТ 7829-55
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 8479-70 |
25 |
5. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ИЗДАНИЕ (декабрь 2003 г.) с Изменением N 1, утвержденным в октябре 1987 г. (ИУС 1-88)
1. Настоящий стандарт распространяется на поковки общего назначения, изготовляемые из углеродистой и легированной стали ковкой на молотах при единичном и мелкосерийном производстве, и устанавливает величину припусков на механическую обработку резанием, величину предельных отклонений на номинальные размеры поковки, а также величину и условия назначения напусков для поковок.
Стандарт не распространяется на поковки из высоколегированной стали и сплавов с особыми физическими свойствами.
Специальные припуски на пробы для механических испытаний, захваты для подвешивания их при термообработке и для других технологических целей стандартом не устанавливаются.
(Измененная редакция, Изм. N 1).
2. Форма и соотношение размеров поковок, на которые распространяется настоящий стандарт, указаны в табл.1.
3. Допускается сферичность торцов у поковок, изготовляемых вытяжкой, если не производится отрубка, сферичность боковой поверхности поковок, изготовляемых осадкой, а также скосы между уступами, косина руба на торцах, конусность или уклон в отверстии в пределах, предусмотренных табл.2 и 7-13.
4. Припуски, устанавливаемые настоящим стандартом, назначаются на номинальные размеры детали или предварительно обработанной (ободранной) заготовки, если поковка подвергается термообработке после обдирки.
Таблица 1
|
Тип поковки |
Эскиз поковки |
Соотношение размеров |
Номер чертежа и таблицы припусков |
|
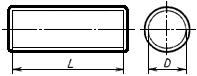
Круглого, квадратного и прямоугольного сечений гладкие |
|
|
Черт.2, табл.2 |
|
|
|
|
|
|
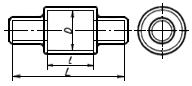
Круглого сечения с уступами |
|
|
Черт.3, табл.2 и 3 |
|
|
|
|
|
|
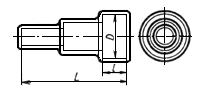
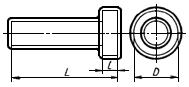
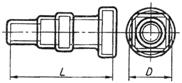
Круглого сечения с фланцем |
|
|
|
|
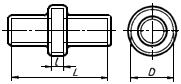
Круглого сечения с буртом |
|
|
|
|
Круглого сечения с выемкой |
|
|
|
|
Квадратного сечения с уступами тех же типов, как и круглого сечения |
|
|
|
|
Круглого квадратного сечения с уступами разной конфигурации |
|
|
|
|
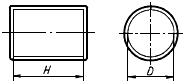
Диски |
|
|
Черт.8, табл.7 |
|
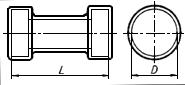
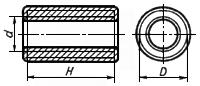
Цилиндры |
|
|
|
|
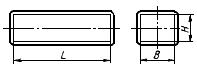
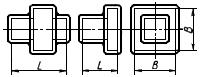
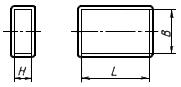
Бруски, кубики, пластины |
|
|
|
|
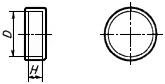
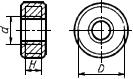
Диски с отверстием |
|
|
|
|
Втулки |
|
|
|
|
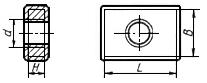
Бруски и пластины с отверстием |
|
|
|
|
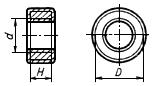
Кольца раскатные |
|
|
Черт.9, табл.8 |
|
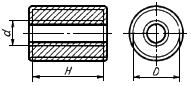
Цилиндры с отверстием |
|
|
Черт.10, табл.9 |
|
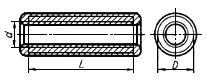
Валы полые |
|
|
Черт.11, табл.10 и 11 |
|
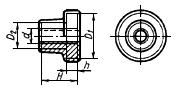
Втулки с уступами сплошные и с отверстиями, изготовляемые в подкладных кольцах или подкладных штампах* |
|
|
Черт.12, 13, табл.3, 12 и 13 |
* Оснастка для изготовления поковок типа втулок с уступами выбирается по усмотрению изготовителя из условий экономической целесообразности.
(Измененная редакция, Изм. N 1).
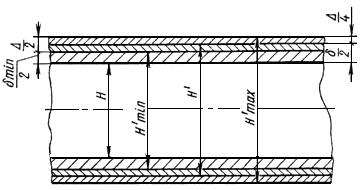
5. Схема расположения припусков, назначаемых на наружные размеры детали, и предельных отклонений от номинальных размеров поковки показана на черт.1.
- обдирочный размер заготовки или номинальный размер детали;
- наименьший припуск на размер
;
- номинальный припуск на размер
;
;
- наименьший размер поковки:
;
- номинальный (расчетный) размер поковки:
;
- наибольший размер поковки:
;
- поле предельных отклонений размера поковки
.
Черт.1
6. Величины припусков, установленные настоящим стандартом, следует назначать на номинальные размеры детали из расчета механической обработки поковок с двух сторон.
Предельные отклонения устанавливаются на номинальные размеры поковок.
7. Для необрабатываемых поверхностей деталей припуск не следует назначать, а величину предельных отклонений следует определять по таблицам настоящего стандарта в зависимости от типа и размеров поковок.
8. Для деталей, обрабатываемых с одной стороны, величину припуска принимать с коэффициентом 0,5 от табличного значения. Величины предельных отклонений при этом следует принимать равными табличным значениям.
9. Припуски и предельные отклонения, регламентируемые настоящим стандартом, установлены для случая изготовления поковок из прокатной стали или ободранного слитка. При ковке из неободранного слитка допускается увеличение припуска на величину не более 20% от табличных значений припусков.
10. По согласованию между изготовителем и потребителем возможно ужесточение припусков, предельных отклонений и напусков.
(Измененная редакция, Изм. N 1).
11. Допускается округлять расчетные номинальные размеры поковки до ближайших целых чисел в большую сторону.
12. Объем и вес поковок определять, исходя из их номинальных размеров с учетом напусков на скосы между уступами, на скос отруба, на сферу и на конусность отверстия.
13. Скосы от отрубки поковок должны быть без заусенцев и не должны препятствовать центровке.
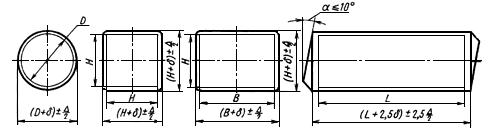
14. Припуски и предельные отклонения для гладких поковок круглого, квадратного и прямоугольного сечения длиной до 6000 мм следует назначать в соответствии с черт.2 и табл.2.
Черт.2
Таблица 2