Постановлением Государственного комитета стандартов Совета Министров СССР от 13 марта 1978 г. N 655 дата введения установлена 01.01.79









Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СМАЗКИ ПЛАСТИЧНЫЕ Методы определения пенетрации пенетрометром с конусом ГОСТ 5346-78
Plastic lubricants. Methods for determination of penetration with the conical penetrometer
Предисловие
Дата введения 1979-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 13 марта 1978 г. N 655 дата введения установлена 01.01.79
Ограничение срока действия снято Постановлением Госстандарта СССР от 29.03.91 N 356
ВЗАМЕН ГОСТ 5346-50
ИЗДАНИЕ с Изменением N 1, утвержденным в январе 1981 г. (ИУС 3-81)
Настоящий стандарт устанавливает три метода определения пенетрации пластичных смазок: А, Б и В.
Пенетрацию определяют у ненарушенной, неперемешанной, перемешанной, продолжительно перемешанной и брикетированной пластичных смазок.
Методом А определяют пенетрацию до 400 единиц, методом Б - до 475 единиц. Методом В определяют пенетрацию до 400 единиц при отсутствии в нормативно-технической документации на смазки ссылок на другие методы.
Сущность метода заключается в определении глубины погружения в испытуемую смазку стандартного конуса за 5 с при 25 °С при общей нагрузке 150 г, выражаемой целым числом десятых долей миллиметра по шкале пенетрометра.
Стандарт полностью соответствует СТ СЭВ 755-77.
(Измененная редакция, Изм. N 1).
Метод А
1а. АППАРАТУРА И МАТЕРИАЛЫ
1a.1. Прибор по ГОСТ 1440-78 для определения пенетрации от 0 до 400 единиц. Узел конуса или стол пенетрометра должны регулироваться так, чтобы при показаниях индикатора "0" оcтриe конуса располагалось точно на поверхности пробы. При свободном падении конус должен опускаться без особого трения не менее чем на 40 мм. Вершина конуса не должна касаться дна стакана. Для обеспечения оси конуса в вертикальном положении прибор должен иметь винты для горизонтальной регулировки. Контроль положения оси осуществляется ватерпасом.
Общая масса конуса должна составлять (102,5±0,5) г, а масса плунжера (47,5±0,05) г. Для достижения заданной массы может быть изменен материал, содержащийся внутри конуса, при условии, чтобы общий вид и распределение массы не изменились.
Смеситель для перемешивания смазок.
Смеситель можно конструировать как для ручного, так и для механического перемешивания. Скорость поршня должна быть 60±10 двойных тактов в минуту при минимальной длине хода перфорированной пластинки 67 мм. Через выпускной кран вводится термометр, калиброванный при температуре 25 °С.
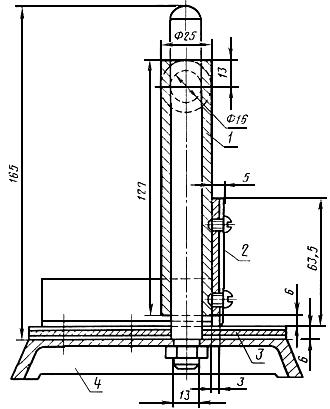
Нож с острым прямым, жестко закрепленным лезвием для разрезания брикетированной смазки (черт.1).
Черт.1. Нож для разрезания брикетированной смазки
Нож для разрезания брикетированной смазки
1 - трубка; 2 - лезвие; 3 - фанерная прокладка; 4 - кольцевое основание Черт.1
Нож изготовляется из закаленной стали для разрезания брикетированной смазки, с острым прямым жестко закрепленным лезвием.
Обе поверхности и нижнюю кромку лезвия шлифуют до 1,2 (3/64). Поверхность фанерной прокладки должна располагаться перпендикулярно лезвию.
Баня водяная с температурой (25±0,5) °С, обеспечивающая необходимую температуру в смесителе. При измерении пенетрации ненарушенной и неперемешанной смазок должно быть устройство для защиты поверхности смазки от воды. Следует также применять крышку для поддержания над образцом или пробой температуры воздуха 25 °С. Для определения пенетрации брикетированной смазки используют воздушную баню с температурой (25±0,5) °С. Этим требованиям отвечает герметичный сосуд, опущенный в водяную баню.
Вместо водяной бани допускается применять воздушную баню или проводить испытания в комнате с постоянной температурой.
Шпатель коррозионно-стойкий с лезвием шириной 32 мм и длиной не менее 150 мм.
Секундомер с погрешностью измерения не более 0,1 с.
1а.2. Определение пенетрации ненарушенной смазки
1а.2.1. Подготовка к испытанию
Испытуемую смазку оставляют в производственной таре, в которую была упакована смазка сразу после изготовления. Ровная поверхность смазки должна быть на уровне верхнего края тары.
Допускается проводить испытание в производственной тape, диаметр которой больше диаметра стакана смесителя.
Поверхность смазки при этом может быть ниже верхнего ее края.
Смазку погружают на 1 ч в закрытую водяную баню так, чтобы верхний край производственной тары находился на расстоянии 25 мм от уровня воды, и доводят температуру бани до (25±0,5) °С. Следует избегать контакта воды с поверхностью смазки. Через 1 ч тару со смазкой вынимают из бани и удаляют с поверхности тары воду.
Примечания:
1. Если температура смазки ниже или выше 25 °С более чем на 8 °С или если используется другой способ доведения смазки до температуры 25 °С, то смазку выдерживают в бане достаточно продолжительное время для того, чтобы температура достигла (25±0,5) °С. Если масса смазки в производственной таре превышает 0,5 кг, ее также выдерживают дополнительное время в бане для того, чтобы ее температура достигла (25±0,5) °С. Испытания продолжают, если температура в любой части испытуемой смазки составляет (25±0,5) °С.
2. Допускается выравнивать поверхность смазки удалением верхнего слоя приблизительно на 3 мм ниже самой низкой точки поверхности смазки, не нарушая оставшегося слоя смазки.
Перед проведением каждого испытания конус и ось пенетрометра тщательно очищают, при этом ось должна быть поднята. Не допускается попадание смазки или масла на ось пенетрометра, так как это может привести к торможению оси при проведении испытания. Конус не следует вращать, так как это приводит к изнашиванию механизма выключателя.
1а.2.2. Проведение испытания
Производственную тару со смазкой помещают на столе пенетрометра таким образом, чтобы она была устойчива. Устанавливают конус в положение "0" и регулируют аппарат. Если пенетрация смазки более 200 единиц, острие конуса должно касаться поверхности испытуемой смазки в центре тары (смазку используют только для одного определения). Если пенетрация 200 или менее единиц, проводят три определения в трех точках, расположенных на радиусах под углом 120 °С. Точки должны находиться в середине каждого радиуса. При определении конус не должен касаться стенок сосуда или поврежденной предыдущим определением поверхности смазки (наблюдение за тенью острия конуса помогает скорректировать установку). Быстро опускают ось конуса и дают ей возможность свободно падать в течение (5,0±0,1) с. Механизм выключателя не должен тормозить движение оси. После этого ось индикатора опускают, мягко прижимая, пока она не остановится на оси конуса, и записывают показание индикатора.
1а.2.3. Обработка результатов
За результат испытания принимают среднеарифметическое значение результатов трех определений (из трех производственных тар - при пенетрации более 200 единиц, из одной тары - при пенетрации 200 или менее единиц), записывают с точностью до одной единицы, соответствующей 0,1 мм, и указывают метод определения.
1а.3. Определение пенетрации неперемешанной смазки
1a.3.1. Подготовка к испытанию
Масса смазки, взятой для испытания, должна быть не менее 0,5 кг.
Если пенетрация превышает 200 единиц, масса смазки должна быть 1,5 кг.
Собранный смеситель или металлический стакан, имеющий такие же внутренние размеры, как и стандартный смеситель, а также смазку соответствующей массы в металлической таре помещают в водяную баню, доводят температуру смазки до (25±0,5) °С. Часть смазки переносят из тары в стакан смесителя или в металлический стакан. Смазку переносят одной порцией, чтобы смазка подвергалась по возможности меньшему механическому воздействию. Стакан встряхивают для удаления пузырьков воздуха. Смазку выше края стакана снимают шпателем, под углом 45° к направлению движения и немедленно определяют пенетрацию.