Постановлением Государственного комитета стандартов Совета Министров СССР от 8 августа 1975 г. N 2100 срок введения установлен с 01.01.77








Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ПАТРОНЫ ФРЕЗЕРНЫЕ ДЛЯ КРЕПЛЕНИЯ ИНСТРУМЕНТА С КОНИЧЕСКИМ ХВОСТОВИКОМ Конструкция и размеры ГОСТ 21054-75
С изменениями и дополнениями № 1 (ИУС 5-1982)
Milling cutter chucks for holding tapered shank tools. Design and dimensions
Предисловие
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 8 августа 1975 г. N 2100 срок введения установлен с 01.01.77
Проверен в 1981 г.
ВЗАМЕН МН 5553-64
* ПЕРЕИЗДАНИЕ (ноябрь 1984 г.) с Изменением N 1, утвержденным в феврале 1982 г. (ИУС 5-82)
1. Настоящий стандарт распространяется на патроны для бесшомпольного крепления концевого режущего и вспомогательного инструмента с коническим хвостовиком на фрезерных станках со шпинделями конусностью 7:24.
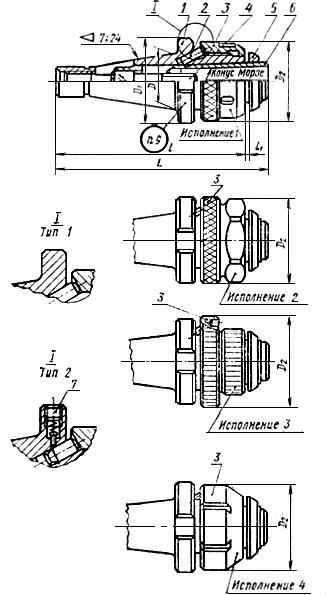
2. Патроны должны изготовляться двух типов:
1 - без фиксирующего устройства толкателя для вертикально-фрезерных станков;
2 - с фиксирующим устройством толкателя для горизонтально-фрезерных и продольно-фрезерных станков.
3. Основные размеры патронов должны соответствовать указанным на чертеже и в таблице.
1 - корпус; 2 - толкатель; 3 - гайка; 4 - винт; 5 - кольцо; 6 - переходная втулка; 7 - фиксирующее устройство. мм
|
Патроны типа 1 |
Патроны типа 2 |
Конус хвос- |
Испол- |
Переходные втулки |
|
|
|
|
|
|
|||
|
Обозна- чения |
При- |
Обозна- |
При- |
|
|
Наруж- |
Внут- |
|
|
|
|
|
|
|
6151-0031 |
|
6151-0032 |
|
40 |
1 |
4 |
1 |
44,45 |
70 |
65 |
190 |
157 |
1-3 |
|
|
|
|
|
|
|
|
2 |
|
|
|
200 |
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
180 |
|
|
|
6151-0033 |
|
6151-0034 |
|
|
2 |
|
1 |
|
|
70 |
190 |
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
200 |
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
180 |
|
|
|
6151-0035 |
|
6151-0036 |
|
|
3 |
|
1 |
|
|
75 |
190 |
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
200 |
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
180 |
|
|
|
6151-0037 |
|
6151-0038 |
|
50 |
1 |
5 |
1 |
69,85 |
100 |
80 |
220 |
185 |
2-4 |
|
|
|
|
|
|
|
|
2 |
|
|
|
230 |
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
200 |
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
6151-0039 |
|
6151-0042 |
|
|
2 |
|
1 |
|
|
90 |
220 |
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
230 |
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
200 |
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
6151-0041 |
|
6151-0044 |
|
|
3 |
|
1 |
|
|
110 |
220 |
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
230 |
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
200 |
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
6151-0046 |
|
60 |
2 |
6 |
2* |
107,95 |
160 |
140 |
320 |
275 |
3-5 |
|
|
|
|
|
|
|
|
3* |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
292 |
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
6151-0048 |
|
|
4 |
|
2* |
|
|
125 |
320 |
|
|
|
|
|
|
|
|
|
|
3* |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
292 |
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
________________
* Примечание. Переходные втулки с наружным конусом Морзе 4 и внутренними конусами 2 и 3 - по ГОСТ 13789-68 .
Пример условного обозначения патрона типа 1, с конусом хвостовика 40, с исполнением гайки 1, с втулкой с внутренним конусом Морзе 1:
Патрон 6151-0031 ГОСТ 21054-75
То же, типа 2:
Патрон 6151-0032 ГОСТ 21054-75
(Измененная редакция, Изменение № 1)
4. Конструкция и размеры деталей патронов указаны в рекомендуемом приложении 1.
5. Доработка хвостовиков стандартизованного инструмента под толкатель патрона и фиксатор приспособления указана в рекомендуемом приложении 2.
6. Приспособление для закрепления и безударного извлечения инструмента из переходных втулок приведено в рекомендуемом приложении 3.
7. Допускается в условиях неспециализированного производства патронов и переходных втулок последние изготовлять с буртиком, взамен кольца - поз.5.
8. При централизованном изготовлении патронов переходные втулки и приспособление должны входить в комплект принадлежностей к патрону.
9. Маркировать: обозначение патрона и товарный знак предприятия-изготовителя.
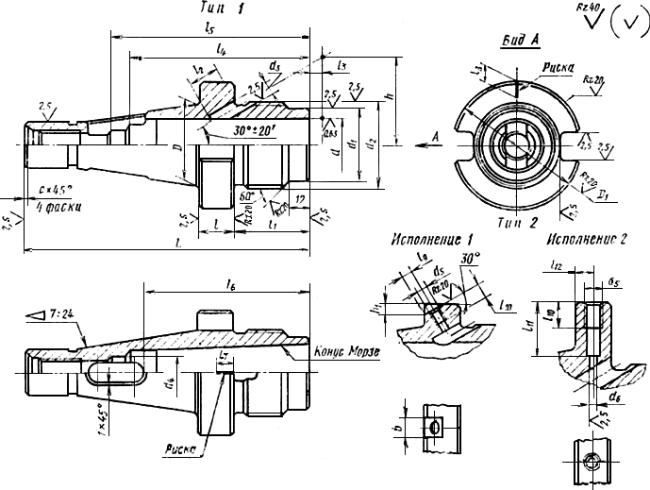
ПРИЛОЖЕНИЕ 1 (рекомендуемое).
КОНСТРУКЦИЯ И РАЗМЕРЫ ДЕТАЛЕЙ ПАТРОНОВ
1. Корпус (черт.1, табл.1)
Таблица 1
мм
|
|
|
Конусы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Типы
|
Испол-
|
На- |
Внут- |
|
Пред. откл. по h14 |
|
|
|
|
|
|
|
|
|
|
|
1 |
- |
40 |
4 |
44,45 |
70 |
157 |
31,267 |
40 |
M45х3 |
8 |
20 |
- |
- |
19 |
43 |
|
2 |
1 |
|
|
|
|
|
|
|
|
|
|
M5 |
|
|
|
|
1 |
- |
50 |
5 |
69,85 |
100 |
185 |
44,399 |
58 |
M64х3 |
10 |
26 |
- |
|
12 |
|
|
2 |
1 |
|
|
|
|
|
|
|
|
|
|
M5 |
|
|
|
|
|
2 |
60 |
6 |
107,95 |
160 |
275 |
63,348 |
80 |
M90х4 |
12 |
32 |
М12 |
5 |
20 |
45 |
Продолжение табл.1
мм
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Типы
|
Испол-
|
Пред. откл. по |
|
|
(пред. откл. |
|||||||||||
|
1 |
- |
18 |
6,5 |
100,5 |
115 |
91,5 |
10 |
7 |
- |
- |
- |
- |
- |
50 |
- |
1,0 |
|
2 |
1 |
|
|
|
|
|
- |
|
6,0 |
8 |
|
|
10 |
|
6 |
|
|
1 |
- |
21 |
8,5 |
126,5 |
118 |
116,5 |
12 |
|
- |
- |
|
|
- |
59 |
- |
|
|
2 |
1 |
|
|
|
|
|
- |
|
3,5 |
8 |
|
|
10 |
|
5 |
|
|
|
2 |
35 |
9,0 |
179,0 |
205 |
168,0 |
|
15 |
- |
18 |
28 |
10 |
- |
75 |
- |
1,6 |
1.1. Материал - сталь марки 20Х по ГОСТ 4543-71 .
1.2. Цементировать на глубину0,8-1,2 мм, твердость
53…57. Резьбу от цементации предохранить.
1.3. Резьба метрическая - по ГОСТ 24705-81 *. Поле допуска резьбы для- 6g, для
- 7Н по ГОСТ 16093-81 **.
1.4. Проточки и фаски под резьбу - по ГОСТ 10549-80 .
1.5. Конусы Морзе - по ГОСТ 25557-82 *. Допуски на конусы - по АТ6 степени точности ГОСТ 2848-75 .
1.6. Размеры и технические требования к хвостовику - по ГОСТ 24644-81 .
1.7. Ширина рисок -1 мм, глубина - 0,5-1,0 мм.
1.8. Радиальное биение среднего диаметра резьбыотносительно оси конуса Морзе - по VI степени точности ГОСТ 24643-81 .
1.9. Покрытие - Хим. Окc. прм. по ГОСТ 9.073-77, кроме конической поверхности.
(Измененная редакция, Изменение № 1)
1.10. Допуск радиального биения поверхности внутреннего конуса Морзе относительно оси поверхности хвостовика - 0,01 мм.
(Введен дополнительно, Изменение № 1)
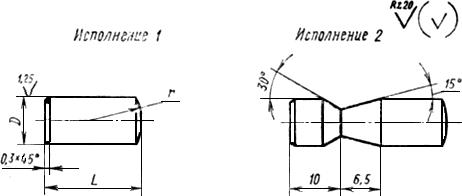
2. ТОЛКАТЕЛЬ (черт.2, табл.2)