Дата введения 1993-07-01









Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ КОМПЛЕКТЫ МОДЕЛЬНЫЕ Уклоны формовочные, стержневые знаки, допуски размеров ГОСТ 3212-92
Gated patterns. Pattern tapers, core prints, dimensional tolerances
Дата введения 1993-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 224 "Технологическая оснастка"
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 05.02.92 N 110
3. ВЗАМЕН ГОСТ 3212-80, ГОСТ 3606-80 , ГОСТ 11961-87
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 26214-84 |
3.4 |
|
ГОСТ 26645-85 |
3.1 |
5. ПЕРЕИЗДАНИЕ. Июль 2004 г.
Настоящий стандарт распространяется на модельные комплекты, предназначенные для изготовления песчаных и оболочковых форм для получения отливок, и устанавливает значения формовочных уклонов, в том числе и для литья по выплавляемым моделям, размеры стержневых знаков и допуски размеров.
Стандарт не распространяется на модели элементов литниковой системы (стояк, выпор, прибыль и др.).
Требования пунктов 1.1-1.6 (кроме примечания): 1.7-2.2; 2.2.2; 2.3-2.3.1; 2.3.3; 2.4.2-3.1; 3.4; 3.5 настоящего стандарта являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
1. ФОРМОВОЧНЫЕ УКЛОНЫ
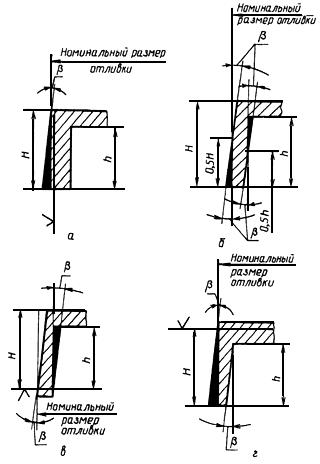
1.1. Формовочные уклоны в зависимости от требований, предъявляемых к поверхности отливки, следует выполнять:
1) на обрабатываемых поверхностях отливки сверх припуска на механическую обработку за счет увеличения размеров отливки (черт.1а ). Допускается выполнение уклонов за счет уменьшения припуска, но не более 30% его значения;
2) на необрабатываемых поверхностях отливки, не сопрягаемых по контуру с другими деталями, за счет увеличения и уменьшения размеров отливки (черт.1б );
3) на необрабатываемых поверхностях отливки, сопрягаемых по контуру с другими деталями, за счет уменьшения (черт.1в ) или увеличения (черт.1г ) размеров отливки в зависимости от поверхностей сопряжения.
Черт.1
1.2. Значения формовочных уклонов формообразующих поверхностей модельного комплекта для песчано-глинистых смесей (ПГС) указаны в табл.1.
Таблица 1
|
Высота |
Формовочный уклон |
|||
|
|
металлического, пластмассового |
деревянного |
||
|
|
|
мм |
|
мм |
|
До 10 |
2°20' |
0,40 |
2°55' |
0,50 |
|
Св. 10 " 16 |
1°35' |
0,45 |
1°55' |
0,55 |
|
" 16 " 25 |
1°10' |
0,50 |
1°30' |
0,65 |
|
" 25 " 40 |
50' |
0,60 |
1°05' |
0,75 |
|
" 40 " 63 |
35' |
0,65 |
45' |
0,85 |
|
" 63 " 100 |
25' |
0,75 |
35' |
1,00 |
|
" 100 " 160 |
20' |
0,95 |
25' |
1,20 |
|
" 160 " 250 |
|
1,45 |
25' |
1,85 |
|
" 250 " 400 |
|
2,30 |
20' |
2,30 |
|
" 400 " 630 |
|
3,65 |
|
3,65 |
|
" 630 " 1000 |
|
5,80 |
|
5,80 |
|
" 1000 " 1600 |
|
9,30 |
|
9,30 |
|
" 1600 " 2500 |
|
14,50 |
|
14,50 |
1.3. Значения формовочных уклонов формообразующих поверхностей модельных комплектов, предназначенных для форм, твердеющих в контакте с оснасткой (жидкотвердеющие самотвердеющие смеси - ЖСС, холоднотвердеющие смеси - ХТС, жидкостекольные пластичные самотвердеющие смеси - ПСС), и оболочковых форм указаны в табл.2.
Таблица 2
|
Высота |
Формовочный уклон |
|||||
|
|
деревянного |
металлического, пластмассового |
для оболочковой формы |
|||
|
|
|
мм |
|
мм |
|
мм |
|
До 10 |
4°00' |
0,70 |
3°30' |
0,60 |
1°45' |
0,30 |
|
Св. 10 " 16 |
2°50' |
0,80 |
2°35' |
0,70 |
1°15' |
0,35 |
|
" 16 " 25 |
2°20' |
1,00 |
1°55' |
0,85 |
60' |
0,45 |
|
" 25 " 40 |
1°30' |
1,05 |
1°20' |
0,95 |
40' |
0,50 |
|
" 40 " 63 |
1°05' |
1,20 |
55' |
1,00 |
30' |
0,55 |
|
" 63 " 100 |
45' |
1,30 |
40' |
1,20 |
25' |
0,75 |
|
" 100 " 160 |
35' |
1,65 |
30' |
1,40 |
20' |
0,95 |
|
" 160 " 250 |
|
2,55 |
|
2,20 |
15' |
1,10 |
|
" 250 " 400 |
|
4,10 |
|
3,50 |
|
|
|
" 400 " 630 |
|
6,45 |
25' |
4,60 |
|
|
|
" 630 " 1000 |
30' |
8,70 |
|
7,30 |
|
|
|
" 1000 " 1600 |
|
13,95 |
|
|
|
|
|
" 1600 " 2500 |
|
21,75 |
|
|
|
|
Примечание.
Значения формовочного уклона в линейных размерах даны для максимального размера.
1.4. Значения формовочного уклона в углублениях моделей и на участках форм между моделями для ПГС и твердеющих в оснастке приследует увеличивать в два раза по сравнению со значениями, указанными в табл.1 и 2.
Приуглубления выполнять стержнем без уклонов или с уклонами по табл.1 и 2.
Примечание.- диаметр, ширина углубления модели или расстояние между ними.
1.5. На торцах модели типа ступенчатого цилиндра в случае совпадения осей модели и формы (см. приложение 1, черт.7в ) при изготовлении форм импульсной формовкой, а также, когда технологией предусмотрено снятие полуформы с модели, допускается значения формовочных уклонов увеличить в 1,5 раза по сравнению с величинами, указанными в табл.1 и 2.
1.6. Значения формовочных уклонов для литья по выплавляемым моделям указаны в табл.3.
Таблица 3
|
Высота модели, мм |
Формовочный уклон |
|||
|
|
для наружных поверхностей |
для внутренних поверхностей |
||
|
|
|
мм |
|
мм |
|
До 10 |
30' |
0,08 |
1°30' |
0,26 |
|
Св. 10 " 16 |
20' |
0,09 |
1°00' |
0,28 |
|
" 16 " 25 |
15' |
0,10 |
45' |
0,33 |
|
" 25 " 40 |
|
0,16 |
|
0,52 |
|
" 40 " 63 |
10' |
0,18 |
30' |
0,55 |
|
" 63 " 100 |
|
0,29 |
|
0,87 |
Примечание.
При изготовлении моделей в ручных пресс-формах значения формовочных уклонов могут быть увеличены в 1,5 раза.
1.7. Примеры выполнения формовочных уклонов даны в приложении 1, черт.7.
2. СТЕРЖНЕВЫЕ ЗНАКИ
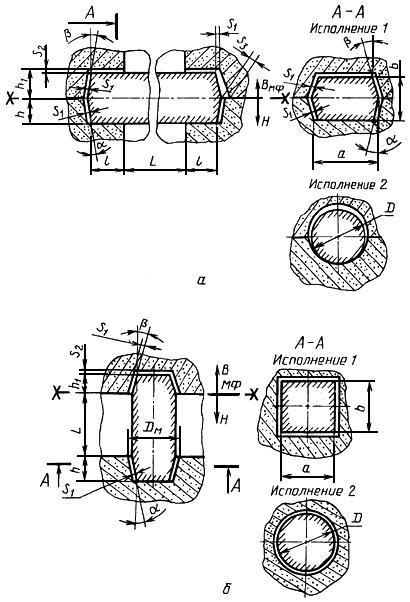
2.1. В зависимости от положения стержня при сборке литейной формы стержневые знаки подразделяются на горизонтальные (черт.2а ) и вертикальные (черт.2б ).
Черт.2
2.2. Длина горизонтальных знаков должна соответствовать указанным:
для форм "по-сырому" - в табл.4,
для форм "по-сухому" - в табл.5,
для форм, твердеющих в контакте с оснасткой, - в табл.6.
Таблица 4
мм
|
|
Длина знака |
|||||||||
|
|
До 40 |
Св. 40 до 63 |
Св. 63 до 100 |
Св. 100 до 160 |
Св. 160 до 250 |
Св. 250 до 400 |
Св. 400 до 630 |
Св. 630 до 1000 |
Св. 1000 до 1600 |
Св. 1600 до 2500 |
|
До 25 |
20 |
25 |
30 |
35 |
- |
- |
- |
- |
- |
- |
|
Св. 25 до 40 |
|
|
|
|
45 |
50 |
|
|
|
|
|
Св. 40 до 63 |
|
|
|
40 |
50 |
60 |
75 |
95 |
|
|
|
Св. 63 до 100 |
|
|
35 |
45 |
55 |
65 |
85 |
105 |
|
|
|
Св. 100 до 160 |
35 |
40 |
|
50 |
60 |
75 |
95 |
115 |
130 |
|
|
Св. 160 до 250 |
|
|
40 |
|
65 |
80 |
100 |
125 |
145 |
|
|
Св. 250 до 400 |
40 |
|
45 |
60 |
75 |
85 |
110 |
140 |
160 |
180 |
|
Св. 400 до 630 |
|
|
|
65 |
85 |
100 |
130 |
160 |
180 |
220 |
|
Св. 630 до 1000 |
- |
- |
- |
- |
- |
115 |
150 |
180 |
210 |
260 |
|
Св. 1000 до 1600 |
|
|
|
|
|
- |
- |
200 |
245 |
300 |
Таблица 5