1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР









Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР АНОДЫ НИКЕЛЕВЫЕ Технические условия ГОСТ 2132-90
Взамен введен ГОСТ 2132-2015 Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 11, 1995 г.)
Nickel anodes. Specifications
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
В.Н.Федоров, д-р техн. наук; Ю.М.Лейбов, канд. техн. наук; В.В.Гузеева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 10.09.90 N 2515
3. ВЗАМЕН ГОСТ 2132-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 166-89 |
3.2 |
|
ГОСТ 427-75 |
3.2 |
|
ГОСТ 492-73 |
1.3.1; 1.5.4.2 |
|
ГОСТ 3282-74 |
1.5.1 |
|
ГОСТ 3560-73 |
1.5.1 |
|
ГОСТ 6012-78 |
3.4 |
|
ГОСТ 6507-90 |
3.2 |
|
ГОСТ 6689.1-80 - ГОСТ 6689.23-80 |
3.4 |
|
ГОСТ 7502-89 |
3.2 |
|
ГОСТ 9557-87 |
1.5.1 |
|
ГОСТ 13047.1 - ГОСТ 13047.15-81 |
3.4 |
|
ГОСТ 13047.17 - ГОСТ 13047.18-81 |
3.4 |
|
ГОСТ 14192-77 |
1.5.4 |
|
ГОСТ 15846-79 |
1.5.2 |
|
ГОСТ 18242-72 |
2.2 |
|
ГОСТ 18321-73 |
2.2 |
|
ГОСТ 22597-77 |
3.4 |
|
ГОСТ 22598-77 |
3.4 |
|
ГОСТ 24231-80 |
3.4 |
|
ГОСТ 24597-81 |
1.5.1 |
|
ГОСТ 25086-87 |
3.4 |
|
ГОСТ 26877-91 |
3.3, 3.5 |
5. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на никелевые горячекатаные аноды, применяемые для никелирования.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Аноды изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
1.2. Основные параметры и размеры
1.2.1. Аноды изготовляют в виде полос овального и прямоугольного сечений.
1.2.2. Размеры анодов овального сечения и предельные отклонения по ним должны соответствовать приведенным в табл.1.
Таблица 1
мм
|
Большая и малая оси овала |
Предельные отклонения по длине большой и малой осей сечения |
Длина анода |
Предельные отклонения по длине |
|
80х35
|
±2,5
|
100 |
±10 |
1.2.3. Толщина и ширина анодов прямоугольного сечения и предельные отклонения по ним должны соответствовать приведенным в табл.2.
Таблица 2
мм
|
Толщина |
Предельные отклонения |
Ширина |
Предельные отклонения по ширине при ширине |
|
|
|
|
|
100-300 |
350-600 |
|
4 |
±0,50 |
100-600 |
±5 |
±10 |
Примечания:
1. Аноды изготовляют шириной, кратной 50 мм.
2. Непассивирующиеся аноды толщиной менее 10 мм не изготовляют.
3. Теоретическая масса анодов приведена в приложении.
1.2.4. Аноды прямоугольного сечения изготовляют длиной 400, 500, 600, 700, 800, 900, 1000, 1200, 1500, 1900, 2000 мм с предельными отклонениями ±10 мм.
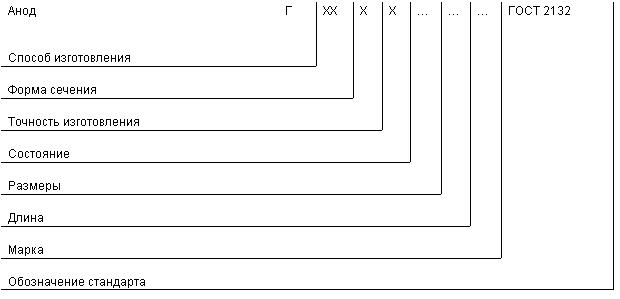
Условные обозначения проставляют по схеме:
Схема
|
при следующих сокращениях: |
|
|
|
способ изготовления: |
горячекатаный |
- Г |
|
форма сечения: |
прямоугольная |
- ПР |
|
|
овальная |
- ОВ |
|
точность изготовления: |
нормальная |
- Н |
|
|
повышенная |
- П |
|
длина: |
мерная |
- МД |
|
|
немерная |
- НД |
|
|
кратная мерной |
- КД |
Вместо отсутствующих данных ставится знак X.
Примеры условных обозначений
Анод овального сечения, размером 80х35х800 мм из никеля марки НПАН:
Анод ГОВХХ 80х35х800 МД НПАН ГОСТ 2132-90
Анод прямоугольного сечения повышенной точности изготовления размером 12х150х800 мм из никеля марки НПА1:
Анод ГПРПХ 12х150х800 МД НПА1 ГОСТ 2132-90
1.3. Характеристики
1.3.1. Аноды прямоугольного сечения изготовляют из никеля марки НПАН, НПА1 и НПА2 по ГОСТ 492 .
Аноды овального сечения изготовляют из никеля марки НПАН.
1.3.2. Аноды изготовляют нетравлеными. Непассивирующиеся аноды непосредственно после горячей прокатки подлежат закалке.
1.3.3. Характеристики базового исполнения
1.3.3.1. Аноды изготовляют нормальной точности изготовления по толщине.
1.3.3.2. Толщина, ширина и длина анодов нормальной точности изготовления и предельные отклонения по ним должны соответствовать указанным в разд.1.
1.3.3.3. Поверхность анодов должна быть свободной от загрязнений, затрудняющих ее осмотр. На поверхности анодов не допускаются плены, пузыри, раковины, трещины, шлаковые включения, расслоения, выступы от переполнения калибров и другие дефекты, если они при контрольной зачистке выводят аноды за предельные отклонения по толщине.
1.3.3.4. Аноды должны быть ровно обрезаны.
Косина реза не должна выводить аноды за предельные отклонения по размерам. На анодах марки НПАН допускаются сколы и трещины, не выводящие аноды за предельные отклонения по размерам.
1.3.3.5. Аноды прямоугольного сечения шириной 100 мм из никеля марок НПА1 и НПА2 должны иметь одно сквозное отверстие диаметром (15±1) мм, расположенное на продольной оси анода на расстоянии (15±2) мм от торца анода.