1. РАЗРАБОТАН И ВНЕСЕН Загорским филиалом ВНИИЭМИ









Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ТКАНИ С РЕЗИНОВЫМ ИЛИ ПЛАСТМАССОВЫМ ПОКРЫТИЕМ Определение водонепроницаемости ГОСТ 413-91
Данный документ может применяться на территории Республики Казахстан в соответствии с приказом Председателя Комитета технического регулирования и метрологии Министерства индустрии и новых технологий Республики Казахстан от 27.01.2012 г. № 62-од
Rubber or plastics coated fabrics. Determination of resistance to penetration by water
Дата введения 1992-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Загорским филиалом ВНИИЭМИ
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 27.06.91 N 1172
3. Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 1420-87* "Ткани с резиновым или пластмассовым покрытием. Определение водонепроницаемости" с дополнительными требованиями и изменениями, отражающими потребности экономики страны
4. ВЗАМЕН ГОСТ 413-75
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 2874-79 |
Приложение |
|
ГОСТ 6709-72 |
" |
|
ГОСТ 29062-91 |
2 |
6. ПЕРЕИЗДАНИЕ. Март 2002 г.
0. ВВЕДЕНИЕ
Настоящий стандарт устанавливает способность тканей с резиновым или пластмассовым покрытием не пропускать воду. Для определения степени водонепроницаемости образец, вырезанный из ткани с покрытием, подвергают действию определенного гидростатического давления. Испытания тканей с покрытием проводят сразу после изготовления, а также после испытания образцов на старение или других испытаний.
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Настоящий стандарт устанавливает методы определения водонепроницаемости тканей с резиновым или пластмассовым покрытием под низким или высоким давлением.
Эти методы распространяются на ткани с покрытием для защитных материалов, брезенты и ткани с покрытием подобного назначения. Рассматриваются четыре метода гидростатического давления:
А1 или А2 - низкого давления для большего образца;
Б1 или Б2 - высокого давления малого образца.
1.2. Выбор метода произвольный, но параметры проведения испытаний должны коррелировать с условиями эксплуатации.
2. ССЫЛКА
ГОСТ 29062-91 (ИСО 2231). Ткани с резиновым или пластмассовым покрытием. Стандартные условия для кондиционирования и проведения испытаний.
3. ПРОМЕЖУТОК ВРЕМЕНИ МЕЖДУ ИЗГОТОВЛЕНИЕМ И ИСПЫТАНИЕМ
3.1. Минимальное время между изготовлением и испытанием - 16 ч.
3.2. Для испытаний тканей с покрытием, не являющихся товарной продукцией, максимальное время между изготовлением и испытанием должно составлять четыре недели; испытания с целью сравнения, по возможности, проводят через одинаковые промежутки времени.
3.3. Для товарной продукции, по возможности, промежуток времени между изготовлением и испытанием не должен превышать 3 мес. В других случаях испытания должны проводиться в течение 2 мес со дня приобретения ткани потребителем.
4. МЕТОД А
4.1. Аппаратура
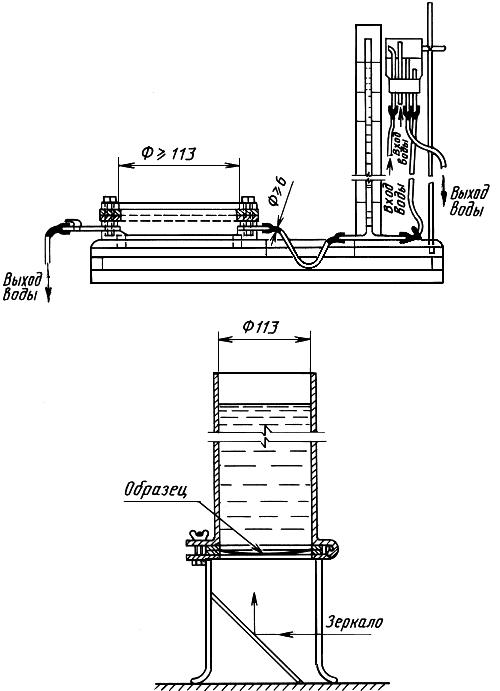
Прибор (черт.1) должен состоять из основного резервуара, снабженного соосным кольцевым зажимом для крепления образца. Прибор должен обеспечить подачу воды при комнатной температуре сверху или снизу на площади 100 смсо скоростью (98±20) Па/с*. Резиновый шланг, соединяющий регулятор постоянного уровня и резервуар, должен иметь внутренний диаметр не менее 6 мм.
________________
* (98±20) Па/с=(10±2) мм HO/с.
Данное требование обязательно для метода A1.
Черт.1
Примечание. При необходимости используют мягкую резиновую уплотнительную прокладку или герметизирующую смазку между образцом ткани с покрытием и поверхностью соосных кольцевых зажимов для предотвращения повреждения образца зажимами.
4.2. Образец для испытания и кондиционирование
4.2.1. Образец должен быть либо диаметром 130-200 мм, либо в форме квадрата соответствующих размеров. Он должен быть отобран на расстоянии не менее 0,1 м от кромки и 1 м от конца рулона.
Примечание. Дополнения и изменения к методу А2, допускаемые к применению в экономике страны в комплексе с требованиями настоящего стандарта, приведены в приложении.
4.2.2. Если нет специальных указаний в технических требованиях на материал, то от каждой пробы должно быть испытано пять образцов.
При испытаниях серийной продукции, применяемой в экономике, количество испытуемых образцов должно быть не менее трех.
4.2.3. Все образцы кондиционируют в соответствии с ГОСТ (ИСО 2231), метод 2.
4.3. Проведение испытания
4.3.1. Метод А1. Метод динамического давления
Удаляют воду с поверхности зажимов. Расправляют образец по поверхности нижнего кольца зажима и закрепляют верхнее кольцо зажима так, чтобы ткань с покрытием была в контакте с водой и между образцом и водой не оставался воздух. Это водонепроницаемый отсек.
Если образец имеет покрытие только с одной стороны, его располагают покрытием к воде, если нет других специальных указаний. Для тканей с двусторонним покрытием образец располагают стороной с более тяжелым покрытием к воде, если нет других указаний.
При нулевом положении регулятора включают воду и поддерживают ее подачу с такой скоростью, чтобы поток был непрерывен. Поднимают регулятор постоянного уровня со скоростью 10 мм/с до появления первой капли воды на обратной стороне образца или, если она не обнаружена, до достижения давления, указанного в соответствующих технических требованиях на материал. Не стоит обращать внимания на капли воды у края зажима.
Отмечают по шкале уровень воды над уровнем испытуемого образца.
4.3.2. Метод А2. Метод статического постоянного давления
Образец для испытания помещают в зажим, поднимают уровень до заданной высоты и регистрируют время, когда первая капля воды появится на обратной стороне образца, или поддерживают высоту уровня воды в течение 15 мин, смотря по тому, какое из этих двух времен меньше.
4.4. Протокол испытания
Протокол испытания должен включать следующие данные: