РАЗРАБОТАН Всесоюзным научно-исследовательским и конструкторским институтом деревообрабатывающего машиностроения (ВНИИДМАШ)








Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ОБОРУДОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩЕЕ. СТАНКИ ПЛОСКОШЛИФОВАЛЬНЫЕ ЦИЛИНДРОВЫЕ Нормы точности ГОСТ 11968-78
Woodworking equipment. Drum santing machine. Standards of accuracy
Предисловие
Cрок действия с 01.07.1979 до 01.07.1984
РАЗРАБОТАН Всесоюзным научно-исследовательским и конструкторским институтом деревообрабатывающего машиностроения (ВНИИДМАШ)
И.о. зам. директора М.М.Гвоздев
Руководитель темы и исполнитель В.А.Масленникова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Член Коллегии В.А.Трефилов
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
Директор В.А.Грешников
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 13 февраля 1978 г. N 443
ВЗАМЕН ГОСТ 11968-66
ВНЕСЕНО Изменение N 1 , утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 28.02.83 N 1026 с 01.07.83
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 6, 1983 год
Настоящий стандарт распространяется на плоскошлифовальные цилиндровые станки с конвейерной и с вальцовой подачей, предназначенные для шлифования пластей плит, листового материала и рамочных конструкций из древесины.
Стандарт устанавливает дополнительные требования к общим условиям испытаний станков на точность по 25338-82*.
Погрешность выверки станка по уровню не должна быть более 0,15 мм/м.
(Измененная редакция, Изм. N 1 ).
1. ПРОВЕРКА ТОЧНОСТИ ПЛОСКОШЛИФОВАЛЬНОГО ЦИЛИНДРОВОГО СТАНКА С КОНВЕЙЕРНОЙ ПОДАЧЕЙ И ВЕРХНИМ РАСПОЛОЖЕНИЕМ ЦИЛИНДРОВ
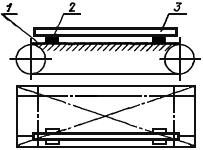
Проверка 1.1. Плоскостность рабочей поверхности конвейера
Черт.1
Допуск 0,5 на длине 1000 мм.
Метод проверки
На рабочей поверхности конвейера 1 в продольных, поперечных и диагональных направлениях на двух опорах 2 одинаковой высоты (плоскопараллельных концевых мерах длины) устанавливают поверочную линейку 3.
Просвет между проверяемой поверхностью конвейера и рабочей поверхностью поверочной линейки измеряют щупом.
Отклонение определяют как наибольшую разность результатов измерений в каждом направлении.
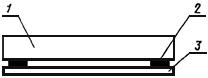
Проверка 1.2. Прямолинейность рабочей поверхности опорных балок
Черт.2
Допуск 0,1 мм на длине 1000 мм.
Метод проверки
К рабочей поверхности опорных балок 1 в продольном направлении на двух опорах 2 одинаковой высоты (плоскопараллельных концевых мерах длины) прикладывают поверочную линейку 3.
Просвет между проверяемой поверхностью опорных балок и рабочей поверхностью поверочной линейки измеряют щупом.
Отклонение от прямолинейности определяют как наибольшую разность результатов измерений.
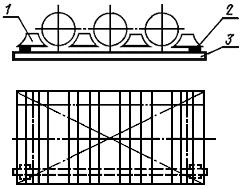
Проверка 1.3. Расположение рабочих поверхностей опорных балок в одной плоскости
Черт.3
Допуск 0,1 мм на длине 1000 мм.
Метод проверки
К рабочим поверхностям крайних опорных балок 1 в продольных и диагональных направлениях на двух опорах 2 одинаковой высоты (плоскопараллельных концевых мерах длины) прикладывают поверочную линейку 3.
Просвет между проверяемой поверхностью опорных балок и рабочей поверхностью поверочной линейки измеряют щупом.
Отклонение от плоскости определяют как наибольшую разность результатов измерений в каждом направлении.
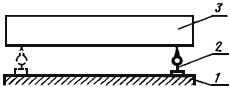
Проверка 1.4. Параллельность рабочей поверхности конвейера опорным балкам
Черт.4
Допуск 0,5 мм на длине 1000 мм.
Метод проверки
На рабочую поверхность конвейера 1 устанавливают измерительный прибор 2 так, чтобы его измерительный наконечник касался рабочей поверхности опорной балки 3 и был перпендикулярен ей.