Дата введения 1980-01-01









Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ФЛЯГИ ДЛЯ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ Технические условия ГОСТ 5799-78
Взамен введен с 22 июня 2023 г. ГОСТ 5799-2022 с установлением переходного периода для ГОСТ 5799-78 до 01.01.2025 г. в соответствии с Приказом Председателя Комитета технического регулирования и метрологии Министерства торговли и интеграции РК от 23.06.2023 г. № 224-НҚ
Flasks for paints and varnishes. Specifications
Дата введения 1980-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Министерством химической промышленности СССР
РАЗРАБОТЧИКИ
В.П.Яблоков, Н.П.Новожилов, Ю.Б.Соболев
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 03.05.78 N 1197
3. ВЗАМЕН ГОСТ 5799-69
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 9.032-74 |
2.21 |
|
ГОСТ 9.104-79 |
2.21 |
|
ГОСТ 9.301-86 |
2.15 |
|
ГОСТ 103-76 |
2.2 |
|
ГОСТ 380-88 |
2.2 |
|
ГОСТ 1050-88 |
2.2 |
|
ГОСТ 3242-79 |
4.2 |
|
ГОСТ 3282-74 |
2.2 |
|
ГОСТ 7338-90 |
2.3 |
|
ГОСТ 14192-77 |
5.1, 5.3 |
|
ГОСТ 15150-69 |
5.4 |
|
ГОСТ 15878-79 |
2.9 |
|
ГОСТ 16337-77 |
2.17 |
|
ГОСТ 16338-85 |
2.17 |
|
ГОСТ 16523-89 |
2.2 |
|
ГОСТ 17305-91 |
2.2 |
|
ГОСТ 18425-73 |
4.7 |
|
ГОСТ 19904-90 |
2.2 |
|
ГОСТ 21650-76 |
5.3 |
|
ГОСТ 24597-81 |
5.3 |
|
ТУ 38.105376-82 |
2.3 |
|
ТУ 38.106224-85 |
2.10 |
ПЕРЕИЗДАНИЕ (январь 1993 г.) с Изменениями N 1, 2, 3, утвержденными в июле 1984 г., июне 1989 г., декабре 1990 г. (ИУС 11-84, 10-89, 4-91)
ВНЕСЕНО Изменение N 4 , принятое Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 12 от 21.11.97). Государство-разработчик Россия. Постановлением Госстандарта России от 27.05.1998 N 233 введено в действие на территории РФ с 01.11.98 и опубликовано в ИУС N 10, 1998 год
Изменение N 4 внесено юридическим бюро "Кодекс" по тексту ИУС N 10, 1998 год
Настоящий стандарт распространяется на многооборотные металлические фляги вместимостью 40 дм, предназначенные для упаковывания, транспортирования и хранения лакокрасочных материалов.
Обязательные требования к качеству фляг изложены в пп.2.8, 2.11, 2.22, 2.23, 4.4-4.7.
(Измененная редакция, Изм. N 2, 3, 4 ).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
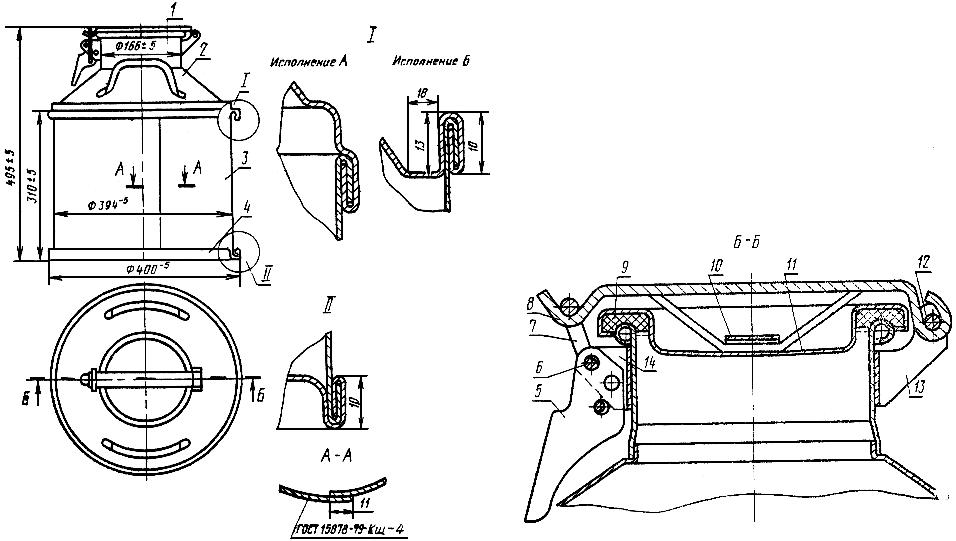
1.1. Конструкция и основные размеры фляги должны соответствовать указанным на чертеже.
Масса фляги должна быть не более 7 кг.
Коды ОКП приведены в таблице.
|
Условное обозначение фляг |
Код ОКП |
|
1А2(П) |
14 1662 |
|
1А2(Л) |
14 1663 |
|
1А2 |
14 1664 |
Чертеж. Конструкция и основные размеры фляги
1 - горловина; 2 - конус; 3 - обечайка; 4 - днище; 5 - карабин; 6 - заклепка; 7 - хомутик; 8 - запорная планка; 9 - прокладка; 10 - держатель; 11 - крышка; 12 - заклепка; 13 - задний кронштейн; 14 - передний кронштейн
Примечание. Допускается фляги исполнения Б изготовлять высотой 465 мм при одновременном закатывании дна и конуса.
(Измененная редакция, Изм. N 1, 2, 3, 4 ).
1.2. Условное обозначение фляги должно содержать:
обозначение: 1А2 - для стальной фляги без покрытия внутренней поверхности; 1А2(П) - для стальной фляги с внутренним полиэтиленовым покрытием; 1А2(Л) - для стальной фляги с внутренним лакокрасочным покрытием;
вместимость фляги;
обозначение настоящего стандарта.
Пример условного обозначения фляги стальной без покрытия внутренней поверхности вместимостью 40 дм:
1А2-40 GOST 5799 .
(Измененная редакция, Изм. N 4 ).
1.3. Фляги изготовляют с откидной крышкой. Допускается изготовлять фляги со съемной крышкой.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фляги должны изготовляться в соответствии с требованиями настоящего стандарта и ГОСТ 26319-84 по рабочим чертежам.
2.2. Фляги должны изготовляться из следующих материалов: обечайка, днище, горловина, конус, крышка, держатель, ручки - из листового горячекатаного или холоднокатаного проката по ГОСТ 19903-74 или ГОСТ 19904-90 толщиной 0,9-1,0 мм; кронштейн и карабин - из листового горячекатаного или холоднокатаного проката по ГОСТ 19903-74 или ГОСТ 19904-90 толщиной 2 мм; запорная планка - из горячекатаной полосовой стали по ГОСТ 103-76 толщиной 4-5 мм; хомутик - из стальной проволоки по ГОСТ 3282-74 или ГОСТ 17305-91 диаметром 6 мм.
Допускается изготовление хомутика из листового горячекатаного или холоднокатаного проката по ГОСТ 19903-74 или ГОСТ 19904-90 , при этом толщина стали должна быть 2 мм.
Сталь должна быть марок 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15 по ГОСТ 1050-88 ; марок Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп по ГОСТ 380-94 , групп прочности К260В, К270В, К310В, К350В, ОК300В, ОК360В, ОК370В, категории 1, 4, 5, 6 высокой, повышенной или обычной отделки, глубокой или нормальной вытяжки по ГОСТ 16523-89 .
Стальная проволока должна быть марок 05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20 по ГОСТ 1050-88 .
2.1, 2.2. (Измененная редакция, Изм. N 4 ).
2.3. Прокладки должны изготовляться из резиновых маслобензостойких пластин по ГОСТ 7338-90 марки МБС, мягкой или средней твердости или формованные из резиновой смеси той же марки и соответствовать требованиям нормативно-технической документации.
Для упаковывания лакокрасочных материалов, содержащих не более 20% органических растворителей, допускается применять прокладки из резиновых пластин марки ТМКЩ, мягкой или средней твердости по ГОСТ 7338-90 или формованные из резиновой смеси той же марки, при этом прокладки должны быть разового применения.
Допускается применять прокладки из маслобензостойкой резины группы МБ, маслобензоморозостойкой резины группы МБМ мягкой или средней твердости по ТУ 38.105376-82 или из вспененного полиэтилена или других материалов, стойких к упаковываемым продуктам и обеспечивающих герметичность тары.
(Измененная редакция, Изм. N 1, 2, 4 ).
2.4. Детали фляг должны быть изготовлены из целых заготовок.
2.5. Горловину с конусом соединяют сваркой. Допускается изготовлять горловину цельноштампованной с конусом.
2.6. Обечайки фляг должны изготовляться со сварными продольными швами, выполненными внахлестку.
Соединение обечаек с конусом и днищем фляг должно быть выполнено закатным швом.