Дата введения 1987-01-01








Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ПРОВОЛОКА ПОРОШКОВАЯ ДЛЯ ДУГОВОЙ СВАРКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ Общие технические условия ГОСТ 26271-84
Flux-cored wire welding carbon and low-alloy steels. General specifications
Настоящий стандарт действует на территории РК С изменениями и дополнениями № 1 (ИУС 11-1991)
Дата введения 1987-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Академией наук Украинской ССР, Министерством черной металлургии СССР
РАЗРАБОТЧИКИ:
В.К.Лебедев, акад. АН УССР; И.К.Походня, акад. АН УССР; И.И.Зюбин, А.М.Суптель, канд. техн. наук; В.Н.Шлепаков, канд. техн. наук; К.Т.Залялютдинов, канд. техн. наук; В.Г.Вильде, В.П.Пацекин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 07.09.84 N 3154
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, |
Номер пункта, подпункта, |
|
ГОСТ 12.1.004-91 |
2а.13 |
|
ГОСТ 12.1.005-88 |
2а.8, 4.19 |
|
ГОСТ 12.1.007-76 |
4.19 |
|
ГОСТ 12.1.016-79 |
4.19 |
|
ГОСТ 12.1.019-79 |
2а.13 |
|
ГОСТ 12.2.032-78 |
2а.14 |
|
ГОСТ 12.2.033-78 |
2а.14 |
|
ГОСТ 12.3.003-86 |
2а.5 |
|
ГОСТ 12.4.034-85 |
2а.10 |
|
ГОСТ 12.4.035-78 |
2а.11 |
|
ГОСТ 12.4.123-83 |
2а.11 |
|
ГОСТ 17.2.3.02-78 |
2а.15 |
|
ГОСТ 380-88 |
4.6 |
|
ГОСТ 3956-76 |
5.6 |
|
ГОСТ 6996-66 |
4.16, 4.17 |
|
ГОСТ 7122-81 |
4.11 |
|
ГОСТ 7512-82 |
4.8 |
|
ГОСТ 9078-84 |
5.8 |
|
ГОСТ 9466-75 |
4.7, 4.13 |
|
ГОСТ 9557-87 |
5.8 |
|
ГОСТ 14192-77 |
5.9 |
|
ГОСТ 15102-75 |
5.8 |
|
ГОСТ 15150-69 |
5.11 |
|
ГОСТ 20435-75 |
5.8 |
|
ГОСТ 21650-76 |
5.8 |
|
ГОСТ 22225-76 |
5.8 |
|
ГОСТ 22269-76 |
2а.14 |
|
ГОСТ 22536.0-87 |
4.12 |
|
ГОСТ 22536.1-88 |
4.12 |
|
ГОСТ 22536.2-87 |
4.12 |
|
ГОСТ 22536.3-88 |
4.12 |
|
ГОСТ 22613-77 |
2а.14 |
|
ГОСТ 22614-77 |
2а.14 |
|
ГОСТ 24597-81 |
5.8 |
|
ГОСТ 25445-82 |
2.9 |
|
ГОСТ 25706-83 |
4.6 |
|
ГОСТ 26663-85 |
5.8 |
|
ОСТ 21-6-86 |
2а.11 |
|
СН N 1009-73 |
2а.5, 2а.9 |
|
СН N 1042-73 |
2а.5 |
|
СН N 1451-76 |
2а.1 |
|
СН N 3183-84 |
2а.16 |
|
СН N 3209-85 |
2а.16 |
|
СН N 4088-86 |
4.19 |
|
МУ N 3936-85 |
4.19 |
|
МУ N 4945-88 |
4.19 |
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 27.08.91 N 1395
6. ПЕРЕИЗДАНИЕ (декабрь 1993 г.) с Изменением N 1, утвержденным в августе 1991 г. (ИУС 11-91)
Настоящий стандарт распространяется на порошковую проволоку для дуговой сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 900 МПа.
1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1.1. По условиям применения порошковая проволока подразделяется на газозащитную (ПГ), применяемую для сварки в углекислом газе или газовых смесях, и самозащитную (ПС), сварка которой осуществляется без дополнительной защиты.
1.2. В соответствии с допустимыми пространственными положениями сварки и условиями формирования сварного шва проволока подразделяется:
для нижнего Н;
для нижнего, горизонтального (на вертикальной плоскости) - Г;
для нижнего, горизонтального, вертикального - В;
для всех - У;
для горизонтального с использованием принудительного формирования - ГП;
для вертикального с использованием принудительного формирования - ВП;
для всех положений с использованием принудительного формирования - УП.
1.3. В соответствии с величиной предела текучести металла шва порошковая проволока подразделяется на типы, указанные в табл. 1.
(Измененная редакция, Изменение № 1)
Таблица 1
|
Условное обозначение типа проволоки |
Предел текучести, МПа, не менее |
Временное сопротивление разрыву, МПа |
Относительное удлинение, %, не менее |
|
Д |
- |
- |
- |
|
34 |
340 |
400-550 |
16 |
|
39 |
390 |
450-600 |
22 |
|
44 |
440 |
500-650 |
20 |
|
49 |
490 |
550-700 |
20 |
|
54 |
540 |
600-750 |
18 |
|
59 |
590 |
650-800 |
16 |
|
64 |
640 |
700-850 |
14 |
|
69 |
690 |
750-900 |
10 |
Примечание. Величины для типа Д указываются в нормативно-технической документации на конкретные марки проволоки.
1.4. В соответствии с температурой испытаний, при которой обеспечивается ударная вязкость металла шва не менее 35 Дж/см, порошковая проволока подразделяется на уровни, указанные в табл. 2.
(Измененная редакция, Изменение № 1)
Таблица 2
|
Условное обозначение уровня проволоки |
Температура испытаний, при которой ударная вязкость не менее 35 Дж/см |
Ударная вязкость при 20 °С, Дж/см |
|
Р |
- |
- |
|
К |
20 |
35 |
|
0 |
0 |
50 |
|
1 |
-10 |
60 |
|
2 |
-20 |
80 |
|
3 |
-30 |
80 |
|
4 |
-40 |
100 |
|
5 |
-50 |
100 |
|
6 |
-60 |
120 |
Примечание. Величины для уровня Р указываются в нормативно-технической документации.
1.5. В соответствии с химическим составом наплавленного металла в части содержания углерода, серы и фосфора порошковая проволока подразделяется на категории А, В, С (см. табл. 5).
(Измененная редакция, Изменение № 1)
1.6. Диаметр порошковой проволоки и допустимые предельные отклонения по его величине должны соответствовать указанным в табл. 3.
(Измененная редакция, Изменение № 1)
Таблица 3
|
|
|
|
Номинальный диаметр проволоки |
Предельное отклонение |
|
|
|
|
0,9 |
± 0,03 |
|
1,0 |
|
|
|
|
|
1,40 |
± 0,05 |
|
1,60 |
|
|
|
|
|
2,00 |
± 0,08 |
|
2,20 |
|
|
|
|
|
2,60 |
± 0,10 |
|
2,80 |
|
|
|
|
|
3,20 |
± 0,12 |
|
3,60 |
|
|
|
|
|
5,00 |
± 0,15 |
|
6,00 |
|
Примечание. По согласованию изготовителя с потребителем допускается изготовление проволоки с промежуточным значением величины диаметра. При этом предельное отклонение должно быть не выше допустимого для ближайшей большей установленной величины диаметра.
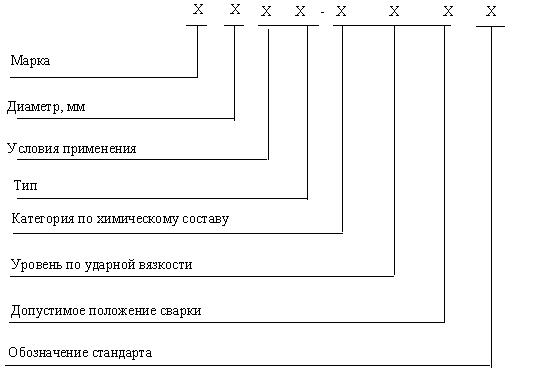
Условные обозначения порошковой проволоки проставляются по схеме:
Обозначение марки проволоки должно начинаться индексом "ПП" (проволока порошковая), после которого через дефис ставятся буквенные или цифровые обозначения, указывающие шифр регистрации сварочного материала, принятый в отрасли организации-разработчика.
Пример условного обозначения порошковой проволоки марки ПП-АНЗ диаметром 3,0 мм, самозащитной (ПС), по величине предела текучести металла шва типа 44, по химическому составу наплавленного металла категории А, обеспечивающей ударную вязкость металла шва не ниже 35 Дж/смпри температуре минус 20 °С (2), для сварки в нижнем положении (Н):
ПП-АНЗ3,0 ПС 44-А2Н ГОСТ 26271-84
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Порошковая проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическим регламентам, утвержденным в установленном порядке.
2.2. Порошковая проволока состоит из оболочки и порошка-наполнителя. Марка проволоки, ее конструкция, химический состав и свойства оболочки и порошка-наполнителя устанавливаются нормативно-технической документацией.
(Измененная редакция, Изменение № 1)
2.3. Поверхность проволоки должна быть без вмятин, надрывов, без следов коррозии, масла и других загрязнений. Допускаются продольные риски и следы волочильной смазки.
2.4. Все компоненты, наполняющие порошковую проволоку, должны равномерно, без пропусков, распределяться по всей длине проволоки с тем, чтобы сварочно-технологические свойства проволоки и свойства полученного металла шва и наплавленного металла по мере применения проволоки в процессе сварки отвечали требованиям нормативно-технической документации на конкретные марки проволоки.
(Измененная редакция, Изменение № 1)
2.5. Номинальная величина коэффициента заполнения (отношение массы порошка-наполнителя к массе проволоки, выраженное в процентах, и величина его предельных отклонений указываются в нормативно-технической документации на конкретные марки проволоки.
(Измененная редакция, Изменение № 1)
2.6. Сварочно-технологические свойства проволоки проверяют наплавкой валика на пластину и сваркой таврового или стыкового соединений.
(Измененная редакция, Изменение № 1)
На поверхности валика или сварного шва не допускаются поры и трещины. Размеры и количество допускаемых внутренних дефектов на любом участке шва длиной 100 мм должны соответствовать приведенным в табл. 4.