1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам









Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ Система стандартов безопасности труда ЛИЦЕВАЯ ЧАСТЬ ШМП ДЛЯ ПРОМЫШЛЕННЫХ ПРОТИВОГАЗОВ Технические условия (с Изменениями N 1-4) ГОСТ 12.4.166-85
Взамен введен ГОСТ 12.4.166-2018 с установлением переходного периода для ГОСТ 12.4.166-85 до 01.03.2022 г.
Helmet face piece for commercial gas masks. Specifications
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.09.85 N 3166
Изменение N 4 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 17 от 22.06.2000)
За принятие изменения проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главгосинспекция "Туркменстандартлары" |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3. ВЗАМЕН ГОСТ 10183-77
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
[[ГОСТ 28498-90671848718]]
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 28.11.91 N 1834
6. ИЗДАНИЕ (ноябрь 2003 г.) с Изменениями N 1, 3, 4 *, утвержденными в июне 1987 г., декабре 1991 г., декабре 2000 г. (ИУС 10-87, 4-92, 3-2001)
Настоящий стандарт распространяется на лицевую часть ШМП, применяемую для промышленных фильтрующих противогазов.
Лицевая сторона ШМП работоспособна в различных климатических районах при температуре от минус 40 до плюс 50 °С и обеспечивает возможность непрерывной работы в течение 6 ч.
Настоящий стандарт устанавливает требования к лицевой части ШМП, изготовляемой для нужд народного хозяйства и экспорта.
Обязательные требования к качеству лицевой части ШМП для промышленных противогазов изложены в пп.2.2 (содержание продуктов газовыделения) - 2.6, 2.9, 4.2, 4.4, 5.2, 5.4-5.7, 5.9, 5.10.
(Измененная редакция, Изм. N 3, 4).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Лицевую часть ШМП в зависимости от клапанной коробки по нормативной документации изготовляют двух исполнений:
1 - с клапанной коробкой типа I;
2 - с клапанной коробкой типа III.
Лицевая часть ШМП исполнений 1 и 2, изготовляемая для районов с тропическим климатом, соответствует группе V категориям 1; 2 по ГОСТ 15152 .
1.2. Лицевую часть ШМП каждого исполнения изготовляют пяти ростов, указанных в табл.1.
Таблица 1
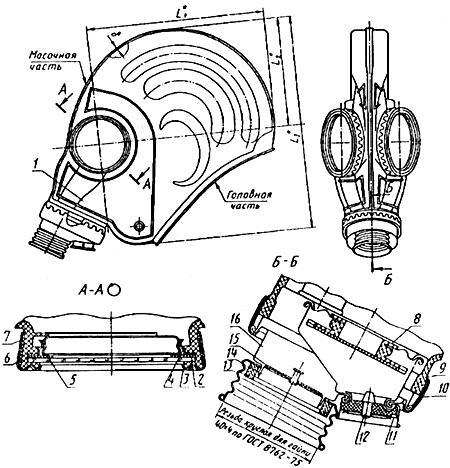
1.3. Конструкция и основные размеры лицевой части ШМП исполнений 1 и 2 должны соответствовать указанным на черт.1 и в табл.2.
Черт.1. Лицевая часть ШМП исполнений 1 и 2
Лицевая часть ШМП исполнений 1 и 2
* Размеры дпя справок.
1 - шлем-маска (корпус); 2 - кольцо под незапотевающую пленку (НП); 3 - стекло ОП 65,6 по ГОСТ 10377 ; 4 - пружинящее кольцо 2; 5 - прижимное кольцо 2; 6, 9 - изоляционная лента; 7 - очковая обойма П-4; 8 - клапан выдоха КВ, КО-3-Т по нормативно-технической документации; 10 - монтажная обойма 1; 11 - прижим; 12 - клапан выдоха КВ-2-Т по нормативно-технической документации; 13 - прокладка; 14 - седло 1 с заклепкой; 15 - лепесток клапана вдоха ЛК-1-28 по нормативно-технической документации; 16 - клапанная коробка типа I для лицевой части ШМП исполнения 1 или типа III для лицевой части ШМП исполнения 2
Примечания:
1. Конструкция очковых узлов лицевой части обеспечивает применение средств, предотвращающих запотевание и замерзание стекол.
2. Лицевую часть исполнения 2 применяют в сборе с соединительной трубкой (черт.2).
3. Позиции 2, 6, 9, 13 изготовляют по рабочим чертежам, позиции 4, 5, 7, 8, 10, 11, 12, 14, 15, 16 - по нормативной документации.
4. В лицевой части ШМП исполнений 1 и 2 разрешается участки толщиной от 0,5 до 1,1 мм общей площадью не более 30 смв головной части и толщиной не более 2,8 мм общей площадью не более 5 см
в масочной части, исключая переходную зону от головной к масочной части.
Таблица 2
мм
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
5.8 |
|
|
6.1 |
|
|
5.3 |
|
|
Приложение 5
|
|
|
Приложение 1 |
|
|
5.5 |
|
|
Приложение 1 |
|
|
2.4 |
|
|
6.2 |
|
|
5.1, приложение 2 |
|
|
1.3 |
|
|
6.2 |
|
|
5.1 |
|
|
Приложение 1 |
|
|
6.3 |
|
|
1.1 |
|
|
2.9 |
|
|
5.7 |