1 РАЗРАБОТАН Госстандартом России
-
Продукты:
 Законодательство
Законодательство -
Тип документа:
Кодекс









Законодательство
Кодекс

Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СТАНКИ ТОКАРНО-КАРУСЕЛЬНЫЕ Основные параметры и размеры. Нормы точности и жесткости ГОСТ 44-93
Vertical turret lathes. Basic parameters and dimensions. Standards of accuracy and rigidity
Дата введения 1993-07-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Республика Кыргызстан |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Главгосслужба "Туркменстандартлары" |
|
Украина |
Госстандарт Украины |
3 ВЗАМЕН ГОСТ 44-85, ГОСТ 600-80 и ГОСТ 21609-82
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
|
ГОСТ 8-82 |
2.1 |
|
ГОСТ 6636-69 |
1.2 |
|
ГОСТ 22267-76 |
2.2, 2.4-2.8, 2.10-2.13 |
|
ГОСТ 23597-79 |
1.3 |
|
ГОСТ 24642-81 |
3.4 |
|
ГОСТ 25443-82 |
3.1 |
|
ГОСТ 25889.1-83 |
3.4 |
|
ГОСТ 25889.4-86 |
3.4 |
|
ГОСТ 27843-88 |
2.2, 2.15, 2.16 |
2 ПЕРЕИЗДАНИЕ. Май 2001 г.
ПРИНЯТ Постановлением Госстандарта России от 02.06.94 N 160 (ИУС N 8, 1994 год). - Примечание изготовителя базы данных.
Настоящий стандарт распространяется на одностоечные и двухстоечные токарно-карусельные станки общего назначения классов точности Н и П, в том числе станки с числовым программным управлением (ЧПУ) и с цифровой индикацией и автоматической отработкой заданных перемещений (УЦИУ).
Стандарт не распространяется на одностоечные токарно-карусельные станки с консольной поперечиной и поступательно перемещающимися планшайбой или (и) стойкой и специальные станки.
Требования настоящего стандарта являются обязательными за исключением размеров,
и угла
, табл.1, п.2.3, приложения 1.
1. Основные параметры и размеры
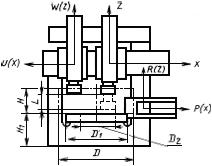
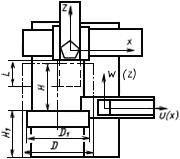
1.1. Основные параметры и размеры станков должны соответствовать указанным на черт.1 и в табл.1.
|
Двухстоечный станок |
Одностоечный станок
|
- наибольший диаметр обрабатываемой заготовки;
- диаметр планшайбы;
- диаметр внутренней планшайбы;
- наибольшая длина хода ползуна верхнего суппорта;
- наибольшая высота обрабатываемой заготовки;
- расстояние от основания станка до рабочей поверхности планшайбы Черт.1
Примечание. Чертеж не определяет конструкции станков.
Таблица 1
мм
|
|
при неподвижном портале |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 |
5000 |
6300 |
8000 |
10000 |
12500 |
16000 |
20000 |
|
|
|
при подвижном портале |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
12500 |
16000 |
20000 |
25000 |
|
|
|
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 |
5000 |
6300 |
|||||||
|
Наибольшая высота сечения хвостовой части резца, не менее |
40 |
63 |
80 |
||||||||||||||
|
|
710 |
900 |
1120 |
1400 |
1800 |
2240 |
2800 |
3550 |
4500 |
5600 |
7100 |
9000 |
11200 |
14000 |
18000 |
||
|
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
5600 |
7100 |
9000 |
||
|
|
500 |
800 (700) |
800 |
1250 (1000) |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 |
|||||||
|
Наибольший угол |
+45° |
+30° |
+30° |
||||||||||||||
|
|
1000 |
- |
|||||||||||||||
|
Примечание. Размеры в скобках при новом проектировании не применять. |
|||||||||||||||||
1.2. Допускается уменьшение или увеличение размерапо ряду
10 и уменьшение размера
по ряду
20 по ГОСТ 6636 .
1.3. Обозначение и направление осей координат для верхних и бокового суппортов и планшайбы - по ГОСТ 23597 и настоящему стандарту. В скобках (черт.1) приведены обозначения осей координат в случае применения отдельных независимых устройств ЧПУ для каждого суппорта.
Для обозначения управляемых координат, не указанных в настоящем стандарте, допускается применять обозначения, используемые в конкретном устройстве управления.
1.4. Количество управляемых координат на каждый суппорт и количество одновременно управляемых координат, кроме станков с УЦИУ, не менее 2.
2. Точность станка
2.1. Общие требования к испытаниям станков на точность - по ГОСТ 8 .
2.2. Схемы и способы измерений геометрических параметров - по ГОСТ 22267 , ГОСТ 27843* и настоящему стандарту.
2.3. По согласованию с изготовителем потребитель может выбрать только те проверки, из указанных в настоящем стандарте, которые характеризуют интересующие потребителя свойства, но эти проверки должны быть определены при заказе станка.
2.4. Плоскостность рабочей поверхности планшайбы
Таблица 2
|
|
Допуск, мкм, для станков классов точности |
|
|
|
Н |
П |
|
До 1000 |
30 |
20 |
|
Св. 1000 " 1600 |
40 |
25 |
|
" 1600 " 2500 |
50 |
30 |
|
" 2500 " 4000 |
60 |
40 |
|
" 4000 " 6300 |
80 |
50 |
|
" 6300 " 10000 |
100 |
60 |
|
" 10000 " 16000 |
120 |
80 |
|
" 16000 |
160 |
100 |
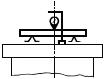
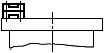
Измерения - по ГОСТ 22267 , разд.4, методы 3, 6 (черт.2, 3).
Черт.2
Черт.3
Измерения проводят в двух взаимно перпендикулярных диаметральных сечениях планшайбы. Интервал измерения должен быть равен примерно 0,2 длины проверяемого сечения и быть не более 1000 мм.
2.5. Торцовое биение рабочей поверхности планшайбы
Таблица 3
|
|
Допуск, мкм, для станков классов точности |
|
|
|
Н |
П |
|
До 1600 |
20 |
12 |
|
Св. 1600 " 2500 |
30 |
20 |
|
" 2500 " 4000 |
40 |
25 |
|
" 4000 " 6300 |
60 |
40 |
|
" 6300 " 10000 |
80 |
50 |
|
" 10000 |
100 |
60 |
Измерения - по ГОСТ 22267 , разд.18, метод 1 (черт.4).
Черт.4
Индикатор устанавливают на неподвижной части станка как можно ближе к периферии планшайбы в положении диаметрально противоположном положению инструмента при обработке планшайбы.