Дата введения 1977-01-01 в части пакетирования 1978-01-01









Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ОЛОВО Технические условия ГОСТ 860-75
Tin. Specifications
Дата введения 1977-01-01 в части пакетирования 1978-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 декабря 1975 г. N 4040 дата введения установлена 01.01.77
в части пакетирования 01.01.78
Ограничение срока действия снято Постановлением Госстандарта от 30.10.91 N 1688
ВЗАМЕН ГОСТ 5.1027-71 и ГОСТ 860-60
ИЗДАНИЕ (сентябрь 2002 г.) с Изменениями N 1, 2, 3, 4, утвержденными в марте 1979 г., декабре 1981 г., октябре 1986 г., октябре 1989 г. (ИУС 5-79, 4-82, 1-87, 1-90)
ПЕРЕИЗДАНИЕ (по состоянию на апрель 2008 г.)
Настоящий стандарт распространяется на олово, применяемое в различных отраслях промышленности.
(Измененная редакция, Изм. N 4).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Олово должно изготовляться в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке.
В зависимости от химического состава установлены марки олова: ОВЧ 000; О1 пч; О1; О2; О3 и О4.
(Измененная редакция, Изм. N 3).
*1.2. Химический состав олова всех марок должен соответствовать нормам, указанным в таблице.
* См. примечание ФГУП "СТАНДАРТИНФОРМ" .
(Измененная редакция, Изм. N 3, 4).
|
Марки |
Химический состав, % |
||||||||||||||||
|
|
Основ- ной элемент |
Примеси, не более |
|||||||||||||||
|
|
Олово, не менее |
мышьяк |
железо |
медь |
свинец |
висмут |
сурьма |
сера |
цинк |
алюми- ний |
галлий |
серебро |
золото |
кобальт |
никель |
индий |
Сумма опре- деляемых примесей |
|
ОВЧ 000 |
99,999 |
1·10
|
1·10
|
1·10
|
1·10
|
5·10
|
5·10
|
- |
3·10
|
1·10
|
5·10
|
5·10
|
1·10 |
1·10
|
1·10 |
1·10
|
1·10 |
|
О1 пч |
99,915 |
0,01 |
0,009 |
0,01 |
0,025 |
0,01 |
0,015 |
0,007 |
0,002 |
0,002 |
- |
- |
- |
- |
- |
- |
0,085 |
|
О1 |
99,900 |
0,01 |
0,009 |
0,01 |
0,04 |
0,015 |
0,015 |
0,008 |
0,002 |
0,002 |
- |
- |
- |
- |
- |
- |
0,1 |
|
О2 |
99,565 |
0,015 |
0,02 |
0,03 |
0,25 |
0,05 |
0,05 |
0,016 |
0,002 |
0,002 |
- |
- |
- |
- |
- |
- |
0,435 |
|
О3 |
98,49 |
0,03 |
0,02 |
0,10 |
1,0 |
0,06 |
0,3 |
0,02 |
- |
- |
- |
- |
- |
- |
- |
- |
1,51 |
|
О4 |
96,43 |
0,05 |
0,02 |
0,10 |
3,0 |
0,10 |
0,3 |
0,02 |
- |
- |
- |
- |
- |
- |
- |
- |
3,51 |
Примечания:
1. По требованию потребителя массовая доля висмута в олове марки О1 должна быть не более 0,01%, свинца в олове марки О2 не более 0,15%.
2. По согласованию потребителя с изготовителем в олове марок О1 и О2 допускается массовая доля свинца до 3%.
По согласованию изготовителя с потребителем для изготовления баббита марки Б83 в олове марки О2 допускается увеличение массовой доли свинца, сурьмы и меди за счет уменьшения массовой доли олова.
3. Массовую долю серы определяют по требованию потребителя.
1.3. Олово всех марок изготовляют в виде чушек. Олово марки ОВЧ 000 изготовляют также в виде прутков, а марок О1 пч и О1, О2 - в виде блоков.
(Введен дополнительно, Изм. N 3).
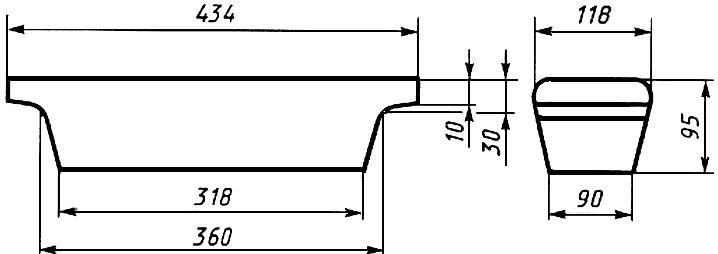
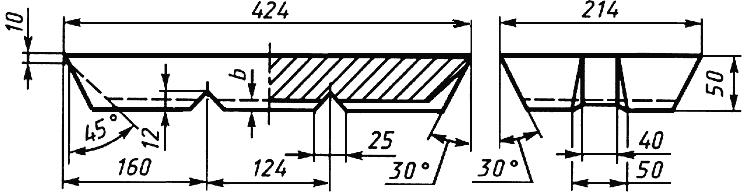
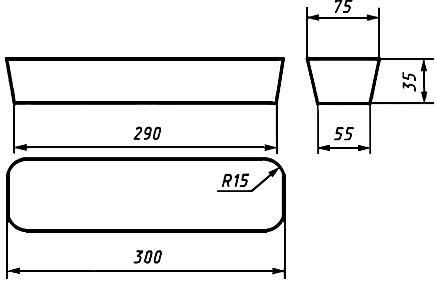
1.4. Форма чушек олова марок О1 пч, О1, О2, О3 и О4 должна соответствовать указанным на черт.1 и 2, марки ОВЧ 000 - на черт.3.
Черт.1; Черт.2. Форма чушек олова марок О1 пч, О1, О2, О3 и О4
Черт.1
Черт.2
Черт.3. Форма чушек олова марки марки ОВЧ 000
Черт.3
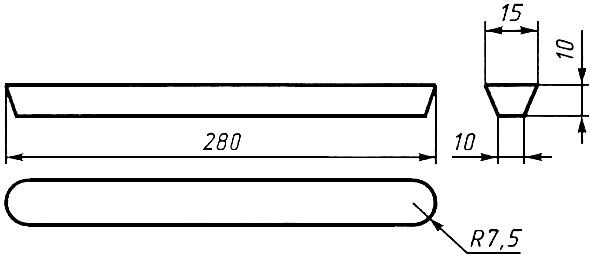
Форма прутков должна соответствовать черт.4.
Черт.4. Форма прутков
Черт.4
Размеры блоков должны быть не более: длина - 1500 мм, ширина - 1000 мм, высота - 500 мм.
Размеры на черт.1-4 указаны для изготовления изложниц. Допускаемые отклонения по размерам изложниц должны соответствовать десятому классу точности по ГОСТ 26645-85 *.
По согласованию изготовителя с потребителем допускается изготовление олова в чушках и прутках другой формы и размеров.
(Измененная редакция, Изм. N 1, 3, 4).
1.5. Поверхность чушек, блоков и прутков должна быть без инородных включений без признаков "оловянной чумы". Допускаются волнистая, неровная поверхность, усадочные раковины.
(Измененная редакция, Изм. N 3, 4).
1.6. В изломе прутки не должны иметь инородных включений.
1.7. Чушки и прутки олова марки ОВЧ 000 должны иметь гладкую блестящую поверхность.
1.8. Края чушек и прутков олова всех марок не должны иметь заливов.
1.9. Области применения олова, масса чушек, блоков и прутков приведены в приложении 1.
1.10. Коды ОКП приведены в приложении 2.