1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР









Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ПРУТКИ ИЗ БЕСКИСЛОРОДНОЙ МЕДИ ДЛЯ ЭЛЕКТРОВАКУУМНОЙ ПРОМЫШЛЕННОСТИ Технические условия ГОСТ 10988-75
С 1 июля 2017 года взамен введен ГОСТ 10988-2016, с установлением переходного периода для ГОСТ 10988-75 до 01.07.2018 г.
Oxygen-free copper bars for electrovacuum industry. Specifications
Дата введения 1977-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ:
Ю.Ф.Шевакин, д-р техн. наук; А.И.Князева; Л.И.Клестова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 11.09.75 N 2381
3. ВЗАМЕН ГОСТ 10988-64
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 427-75 |
4.2 |
|
ГОСТ 859-78 |
2.1 |
|
ГОСТ 2991-85 |
5.1 |
|
ГОСТ 3282-74 |
5.1 |
|
ГОСТ 3560-73 |
5.1 |
|
ГОСТ 3749-77 |
4.3 |
|
ГОСТ 6507-90 |
4.2 |
|
ГОСТ 7502-89 |
4.2 |
|
ГОСТ 8273-75 |
5.1 |
|
ГОСТ 9557-87 |
5.1 |
|
ГОСТ 9717.1-82 -ГОСТ 9717.3-82 |
4.7 |
|
ГОСТ 13938.1-78 -ГОСТ 13938.12-78 |
4.7 |
|
ГОСТ 13938.13-77 |
4.7 |
|
ГОСТ 14192-77 |
5.4 |
|
ГОСТ 15846-79 |
5.3.а |
|
ГОСТ 20435-75 |
5.1 |
|
ГОСТ 21140-88 |
5.1 |
|
ГОСТ 24048-80 |
4.6 |
|
ГОСТ 24231-80 |
4.7 |
|
ГОСТ 24597-81 |
5.1 |
|
ТУ 2-034-225-87 |
4.4 |
5. Ограничение срока действия снято Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 6.06.91 N 802
6. ПЕРЕИЗДАНИЕ с ИЗМЕНЕНИЯМИ NN 1, 2, 3, утвержденными в сентябре 1981 г., марте 1986 г., июне 1991 г. (ИУС 11-81, 7-86, 9-91).
Настоящий стандарт распространяется на тянутые и прессованные прутки из бескислородной меди круглого сечения, применяемые в электровакуумной промышленности.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 3).
1. СОРТАМЕНТ
1.1. Диаметры тянутых прутков и предельные отклонения по ним должны соответствовать указанным в табл.1.
Таблица 1
мм
|
Номинальный |
Предельные отклонения прутков точности изготовления |
|
|
|
повышенной |
нормальной |
|
5,0 |
-0,08 |
-0,12 |
|
5,5 |
-0,08 |
-0,12 |
|
6,0 |
-0,08 |
-0,12 |
|
7,0 |
-0,09 |
-0,15 |
|
8,0 |
-0,09 |
-0,15 |
|
9,0 |
-0,09 |
-0,15 |
|
10,0 |
-0,09 |
-0,15 |
|
11,0 |
-0,11 |
-0,18 |
|
12,0 |
-0,11 |
-0,18 |
|
13,0 |
-0,11 |
-0,18 |
|
14,0 |
-0,11 |
-0,18 |
|
15,0 |
-0,11 |
-0,18 |
|
16,0 |
-0,11 |
-0,18 |
|
17,0 |
-0,11 |
-0,18 |
|
18,0 |
-0,11 |
-0,18 |
|
19,0 |
-0,13 |
-0,21 |
|
20,0 |
-0,13
|
-0,21 |
|
21,0 |
-0,13
|
-0,21 |
|
22,0 |
-0,13
|
-0,21 |
|
24,0 |
-0,13
|
-0,21 |
|
25,0 |
-0,13
|
-0,21 |
|
27,0 |
-0,13
|
-0,21 |
|
28,0 |
-0,13 |
-0,21 |
|
30,0 |
-0,13
|
-0,21 |
|
32,0 |
-0,16
|
-0,25 |
|
33,0 |
-0,16
|
-0,25 |
|
35,0 |
-0,16
|
-0,25 |
|
36,0 |
-0,16
|
-0,25 |
|
38,0 |
-0,16
|
-0,25 |
|
40,0 |
-0,16
|
-0,25 |
|
45,0 |
-0,16
|
-0,25 |
|
50,0 |
- |
-0,25 |
1.2. Диаметры прессованных прутков и предельные отклонения по ним должны соответствовать указанным в табл.2.
(Измененная редакция, Изм. N 2).
Таблица 2
мм
|
Номинальный диаметр |
Предельные отклонения |
|
14 |
-0,70 |
|
16 |
-0,70 |
|
18 |
-0,70 |
|
20 |
-0,84 |
|
22 |
-0,84 |
|
25 |
-0,84 |
|
28 |
-0,84 |
|
30 |
-0,84 |
|
32 |
-1,00 |
|
35 |
-1,00 |
|
38 |
-1,00 |
|
40 |
-1,00 |
|
42 |
-1,00 |
|
45 |
-1,00 |
|
48 |
-1,00 |
|
50 |
-1,00 |
|
55 |
-1,20 |
|
60 |
-1,20 |
|
65 |
-1,20 |
|
70 |
-1,20 |
|
75 |
-1,20 |
|
80 |
-1,20 |
|
85 |
-1,40 |
|
90 |
-1,40 |
|
95 |
-1,40 |
|
100 |
-1,40 |
|
110 |
-2,20 |
|
120 |
-2,20 |
|
130 |
-2,50 |
|
140 |
-2,50 |
|
150 |
-2,50 |
|
160 |
-3,00 |
|
165 |
-4,00 |
|
170 |
-4,00 |
|
175 |
-4,00 |
1.3. Прутки изготовляют:
а) немерной длины:
длиной от 0,5 до 5 м - при диаметре прутков до 40 мм;
длиной от 0,5 до 4 м - при диаметре прутков свыше 40 до 80 мм;
длиной от 0,5 до 3 м - при диаметре прутков свыше 80 до 100 мм;
длиной от 0,5 до 2 м - при диаметре прутков свыше 100 мм;
б) мерной длины в пределах немерной с предельными отклонениями по длине:
+15 мм - для прутков диаметром до 80 мм;
+20 мм - для прутков диаметром свыше 80 мм;
в) кратной мерной длины в пределах немерной с припуском 5 мм на один рез, с общим допуском по длине, указанным в подпункте б;
г) прутки диаметром до 20 мм, предназначенные для обработки на автоматах, должны быть длиной не менее 2 м.
Примечания:
1. По требованию потребителя прутки диаметром до 20 мм изготовляют длиной не менее 10 м в бухтах.
2. (Исключен, Изм. N 3).
(Измененная редакция, Изм. N 2).
1.4. (Исключен, Изм. N 1).
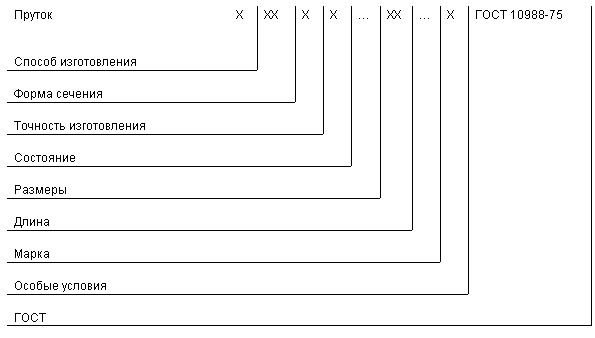
Условное обозначение прутков проставляется по схеме:
при следующих сокращениях:
способ изготовления: тянутый - Д,
прессованный - П;
форма сечения: круглый - КР;
точность изготовления: нормальная - Н,
повышенная - П;