1. РАЗРАБОТАН Государственным комитетом СССР по стандартам, Академией наук УССР









Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СВАРКА ПОД ФЛЮСОМ. СОЕДИНЕНИЯ СВАРНЫЕ ГОСТ 8713-79
С изменениями и дополнениями № 1 (ИУС 11-1986), № 2 (ИУС 4-1989), № 3 (ИУС 10-1990), (ИУС 6-2007)
Основные типы, конструктивные элементы и размеры Flux welding. Welded joints. Maih types design elements and dimensions
Дата введения 1981-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Государственным комитетом СССР по стандартам, Академией наук УССР
2. ВНЕСЕН Государственным комитетом СССР по стандартам
3. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.12.79 N 5047
4. ВЗАМЕН ГОСТ 8713-70
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 11969-93 |
6 |
|
ГОСТ 16037-80 |
1 |
6. ИЗДАНИЕ (январь 2007 г.) с Изменениями N 1, 2, 3, утвержденными в августе 1986 г., январе 1989 г., июле 1990 г. (ИУС 11-86, 4-89, 10-90)
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2007 год.
Поправка внесена изготовителем базы данных.
1. Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037 .
2. В стандарте приняты следующие обозначения способов сварки под флюсом:
(Измененная редакция, Изменение № 2)
АФ - автоматическая на весу;
АФф - автоматическая на флюсовой подушке;
АФм - автоматическая на флюсомедной подкладке;
АФо - автоматическая на остающейся подкладке;
АФп - автоматическая на медном ползуне;
АФш - автоматическая с предварительным наложением подварочного шва;
АФк - автоматическая с предварительной подваркой корня шва;
МФ - механизированная на весу;
МФо - механизированная на остающейся подкладке;
МФш - механизированная с предварительным наложением подварочного шва;
МФк - механизированная с предварительной подваркой корня шва.
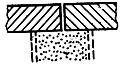
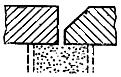
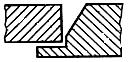
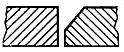
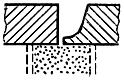
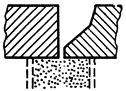
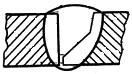
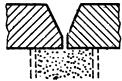
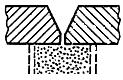
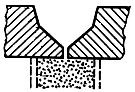
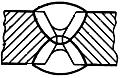
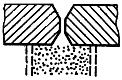
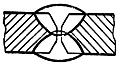
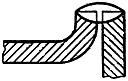
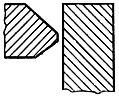
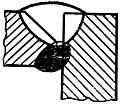
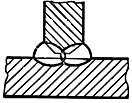
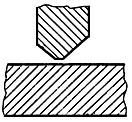
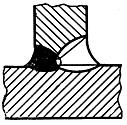
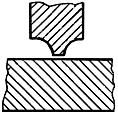
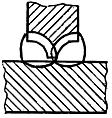
3. Основные типы сварных соединений приведены в табл.1, сечения предварительно наложенных подварочных швов условно зачернены.
(Измененная редакция, Изменение № 2) (Измененная редакция, Изменение № 3)
Таблица 1
|
|
|
|
Форма поперечного сечения |
|
|
|
|
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
подготовленных кромок |
сварного шва |
Способ сварки |
Толщина свари-
|
Условное обозна-
|
|
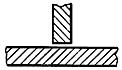
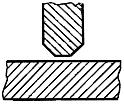
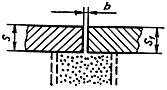
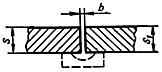
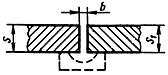
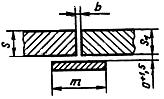
Стыковое |
С отбортовкой кромок |
Одно-
|
|
|
АФ; МФ
|
1,5-3,0 |
С1 |
|
|
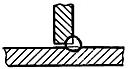
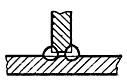
Без скоса кромок |
|
|
|
|
2,0-12,0 |
С47 |
|
|
|
|
|
|
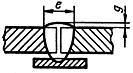
АФф |
2,0-10,0 |
С4 |
|
|
|
|
|
|
АФм |
3,0-12,0 |
|
|
|
|
|
|
|
АФп |
5,0-20,0 |
|
|
|
|
|
|
|
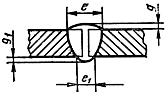
АФо; МФо |
2,0 -12,0 |
С5 |
|
|
|
Дву-
|
|
|
АФ; МФ |
2,0-20,0 |
С7 |
|
|
|
|
|
|
АФш; МФш |
2,0-12,0 |
|
|
|
|
|
|
|
АФф |
2,0-32,0 |
С29 |
|
|
Без скоса кромок с последующей строжкой |
|
|
|
|
16,0-32,0 |
С30 |
|
|
Со скосом одной кромки |
Одно- |
|
|
АФф |
8,0-20,0 |
С9 |
|
|
|
|
|
|
АФм |
|
|
|
|
|
|
|
|
АФо; МФо |
8,0-30,0 |
С10 |
|
|
|
|
|
|
АФо |
|
С11 |
|
|
|
Двусто-
|
|
|
АФ |
14,0-20,0 |
С12 |
|
|
С криволинейным скосом одной кромки |
Одно- |
|
|
АФф |
16,0-50,0 |
С31 |
|
|
С ломанным скосом одной кромки |
|
|
|
АФф |
|
С32 |
|
|
С двумя симметричными скосами одной кромки |
Двусто- |
|
|
АФ |
20,0-30,0 |
С15 |
|
|
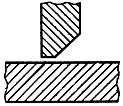
Со скосом кромок |
Одно- |
|
|
АФф |
8,0-24,0 |
С18 |
|
|
|
|
|
|
АФм |
12,0-30,0 |
|
|
|
|
|
|
|
АФо; МФо |
8,0-30,0 |
С19 |
|
|
|
Одно- |
|
|
АФо |
|
С20 |
|
|
|
Двусто-
|
|
|
АФ; МФ |
14,0-30,0 |
С21 |
|
|
|
|
|
|
АФк; МФк |
|
|
|
|
|
|
|
|
АФш; МФш |
5,0-14,0 |
|
|
|
|
|
|
|
АФф |
14,0-30,0 |
С33 |
|
|
С криволинейным скосом кромок
|
Одно- |
|
|
АФо |
16,0-60,0 |
С34 |
|
|
|
Одно- |
|
|
|
16,0-50,0 |
С35 |
|
|
|
Двусто-
|
|
|
АФк |
24,0-160,0 |
С23 |
|
|
С ломанным скосом кромок |
Одно- |
|
|
АФф |
20,0-60,0 |
С36 |
|
|
С ломанным скосом кромок |
Одно- |
|
|
АФо |
16,0-60,0 |
С37 |
|
|
С двумя симметричными скосами кромок |
Двусто- |
|
|
АФ; МФ |
18,0-60,0 |
С25 |
|
|
|
|
|
|
АФк |
24,0-60,0 |
С25 |
|
|
|
|
|
|
АФф |
18,0-60,0 |
С38 |
|
|
С двумя не- симметричными скосами кромок |
|
|
|
АФш; МФш |
16,0-60,0 |
С39 |
|
|
С двумя симметричными криволинейными скосами кромок |
|
|
|
АФ |
50,0-160,0 |
С26 |
|
|
С двумя не- симметричными скосами кромок |
|
|
|
А Фш |
24,0-130,0 |
С40 |
|
|
|
|
|
|
|
24,0-60,0 |
С41 |
|
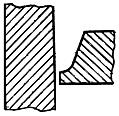
Угловое |
С отбортовкой одной кромки |
Одно- |
|
|
АФ; МФ |
1,5-3,0 |
У1 |
|
|
Без скоса кромок |
Двусто- |
|
|
АФш; МФш |
4,0-14,0 |
У5 |
|
|
Со скосом одной кромки |
Двусто-
|
|
|
АФш; МФш |
8,0-20,0 |
У7 |
|
|
С двумя несимметричными скосами кромок |
|
|
|
|
20,0-40,0 |
У3 |
|
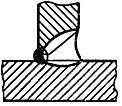
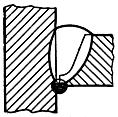
Тавровое |
Без скоса кромок
|
Одно-
|
|
|
АФ; МФ
|
3,0-40,0 |
Т1 |
|
|
|
Двусто-
|
|
|
|
|
Т3 |
|
|
|
|
|
|
АФш; МФш |
3,0-20,0 |
Т3 |
|
|
Со скосом одной кромки |
|
|
|
АФш; МФш |
8,0-30,0 |
Т7 |
|
|
С криволинейным скосом одной кромки |
|
|
|
АФш |
16,0-30,0 |
Т2 |
|
|
С двумя симметричными скосами одной кромки |
|
|
|
АФ; МФ |
16,0-40,0 |
Т8 |
|
|
С двумя несимметричными скосами одной кромки |
|
|
|
АФш; МФш |
20,0-40,0 |
Т4 |
|
|
С двумя симметричными криволинейными скосами одной кромки |
|
|
|
АФ |
30,0-60,0 |
Т5 |
|
Нахлесточное |
Без скоса кромок |
Одно- |
|
|
АФ; МФ |
1,0-20,0 |
Н1 |
|
|
|
Двусто- |
|
|
|
|
Н2 |
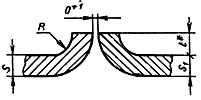
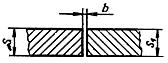
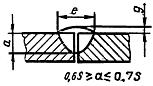
4. Конструктивные элементы сварных соединений и их размеры должны соответствовать указанным в табл.2-52, сечения предварительно наложенных подварочных швов условно зачернены.
(Введен дополнительно, Изменение № 1) (Введен дополнительно, Изменение № 2) (Введен дополнительно, Изменение № 3)
Таблица 2
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
|
|
|
|
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|
|
|
|
|
С1 |
|
|
АФ; МФ |
1,5-3,0 |
|
|
|
________________ |
||||||
Таблица 3
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
|
|
|
|
|||
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|
|
Но- мин. |
Пред. откл. |
|
Но- мин. |
Пред. откл. |
|
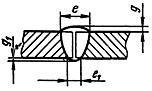
С47 |
|
|
Аф; Мф |
2 |
0 |
+0,3 |
8,5 |
1,5 |
±1,0 |
|
|
|
|
|
Св. 2 до 3 |
|
+0,5 |
10 |
|
|
|
|
|
|
|
Св. 3 до 4 |
|
+0,8 |
12 |
2,0 |
+1,0 |
|
|
|
|
|
Св. 4 до 5 |
|
|
14 |
|
|
|
|
|
|
|
Св. 5 до 6 |
|
|
|
|
|
|
|
|
|
|
Св. 6 до 8 |
|
+1,0 |
16 |
|
|
|
|
|
|
|
Св. 8 до 10 |
|
|
19 |
|
|
|
|
|
|
|
Св. 10 до 12 |
|
|
21 |
|
|
|
|
|||||||||
Таблица 4
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Спо- |
|
|
|
|
|
||||
|
|
подготовленных кромок |
сварного шва |
|
|
Но- |
Пред. откл. |
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
|
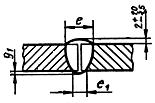
С4 |
|
|
АФф |
2 |
0,0 |
+1,0 |
12 |
1,5 |
±1,0 |
1,0 |
±1,0 |
|
|
|
|
|
Св. 2 до 3 |
1,0 |
±1,0
|
|
|
|
|
|
|
|
|
|
|
Св. 3 до 4 |
|
|
16 |
2,0 |
+1,0 |
1,5 |
+1,0 |
|
|
|
|
|
Св. 4 до 5 |
1,5 |
|
|
|
|
|
|
|
|
|
|
|
Св. 5 до 6 |
|
|
21 |
|
|
|
|
|
|
|
|
|
Св. 6 до 7 |
2,0 |
±1,5 |
|
|
|
2,0 |
+1,0 -2,0 |
|
|
|
|
|
Св. 7 до 10 |
|
|
26 |
|
|
|
|
|
|
|||||||||||
Таблица 5
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
|
|
|
|
|||
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|
|
Но- мин. |
Пред. откл. |
|
Но- мин. |
Пред. откл. |
|
С4 |
|
|
АФм |
3 |
1,0 |
+0,5 |
14 |
1,5 |
+1,0 -1,5 |
|
|
|
|
|
4 |
|
|
16 |
|
|
|
|
|
|
|
Св. 4 до 5 |
1,5 |
±1,0 |
|
|
|
|
|
|
|
|
Св. 5 до 6 |
|
|
21 |
|
|
|
|
|
|
|
Св. 6 до 7 |
2,0 |
|
|
2,0 |
+1,0 -2,0 |
|
|
|
|
|
Св. 7 до 10 |
|
|
26 |
|
|
|
|
|
|
|
Св. 10 до 12 |
4,0 |
|
28 |
|
|
|
. |
|||||||||
Таблица 6
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
|
|
|
|
|
|||
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|
|
|
|
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
|
|
|
|
АФп |
5-6 |
12 |
23 |
3 |
+2 |
1,5 |
±1,0 |
|
С4 |
|
|
|
7-10 |
14 |
26 |
4 |
|
|
+1,5 |
|
|
|
|
|
12-14 |
|
28 |
|
|
|
|
|
|
|
|
|
16-18 |
16 |
36 |
5 |
|
2,0 |
±1,5 |
|
|
|
|
|
20 |
|
38 |
6 |
|
|
|
|
|
||||||||||
Таблица 7
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
|
|
|
|
|
|||
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|
|
Но- мин. |
Пред. откл. |
|
|
Но- мин. |
Пред. откл. |
|
С5 |
|
|
АФо; МФо |
2 |
1,5 |
±1,0
|
15 |
12 |
1,5 |
±1,0 |
|
|
|
|
|
Св. 2 до 3 |
|
|
|
17 |
|
|
|
|
|
|
|
Св. 3 до 4 |
2,0 |
|
|
|
2,0 |
+1,0 -1,5 |
|
|
|
|
|
Св. 4 до 5 |
|
|
20 |
|
|
|
|
|
|
|
|
Св. 5 до 6 |
3,0 |
±1,5 |
|
21 |
|
|
|
|
|
|
|
Св. 6 до 7 |
|
|
25 |
|
|
|
|
|
|
|
|
Св. 7 до 8 |
|
|
|
26 |
|
|
|
|
|
|
|
Св. 8 до 10 |
4,0 |
|
30 |
|
|
|
|
|
|
|
|
Св. 10 до 12 |
5,0 |
|
|
28 |
|
|
|
|
||||||||||
Таблица 8