1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, Госстроем СССР









Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ Технические условия ГОСТ 5781-82
Hot-rolled steel for reinforcement of ferroconcrete structures. Specifications
С изменениями и дополнениями № 1 (ИУС 5-1984), 2 (ИУС 11-1987), 3 (ИУС 3-1988), 4 (ИУС 1-1990), 5 (ИУС 3-91) С 1 января 2018 года взамен введен ГОСТ 34028-2016, с установлением переходного периода для ГОСТ 5781-82 до 01.01.2019 г.
Дата введения 1983-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, Госстроем СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного Комитета СССР по стандартам от 17.12.82 N 4800
3. ВЗАМЕН ГОСТ 5.1459-72, ГОСТ 5781-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 380-2005 |
2.3, 2.4 |
|
ГОСТ 2590-2006 |
1.6 |
|
ГОСТ 7564-97 |
4.5 |
|
ГОСТ 7565-81 |
3.4 |
|
ГОСТ 7566-94 |
3.2, 3.6, 5.1 |
|
ГОСТ 9454-78 |
4.8 |
|
ГОСТ 12004-81 |
4.6 |
|
ГОСТ 12344-2003 |
4.1 |
|
ГОСТ 12348-78 |
4.1 |
|
ГОСТ 12350-78 |
4.1 |
|
ГОСТ 12352-81 |
4.1 |
|
ГОСТ 12355-78 |
4.1 |
|
ГОСТ 12356-81 |
4.1 |
|
ГОСТ 14019-2003 |
4.7 |
|
ГОСТ 18895-97 |
4.1 |
|
ОСТ 14-34-78 |
Приложение 2 |
5. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ (сентябрь 2009 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в феврале 1984 г., июне 1987 г., декабре 1987 г., октябре 1989 г., декабре 1990 г. (5-84, 11-87, 3-88, 1-90, 3-91)
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
(Измененная редакция, Изменение № 4).
1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1.1. В зависимости от механических свойств арматурную сталь подразделяют на классы А-I (А240), А-II (А300), А-III (А400); А-IV (А600), А-V (А800), А-VI (А1000).
(Измененная редакция, Изменение № 5).
1.2. Арматурную сталь изготовляют в стержнях или мотках. Арматурную сталь класса А-I (А240) изготовляют гладкой, классов А-II (А300), А-III (А400), А-IV (А600), А-V (А800) и А-VI (А1000) - периодического профиля.
(Измененная редакция, Изменение № 5).
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и А-V (А800) изготовляют гладкой.
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл.1.
Таблица 1
(Измененная редакция, Изменение № 3).
|
Номер профиля (номинальный диаметр стержня |
Площадь поперечного сечения стержня, см |
Масса 1 м профиля |
|
|
|
|
Теоретическая, кг |
Предел. откл., % |
|
6 |
0,283 |
0,222 |
+9,0 |
|
8 |
0,503 |
0,395 |
-7,0 |
|
10 |
0,785 |
0,617 |
+5,0 |
|
12 |
1,131 |
0,888 |
|
|
14 |
1,540 |
1,210 |
|
|
16 |
2,010 |
1,580 |
+3,0 |
|
18 |
2,540 |
2,000 |
|
|
20 |
3,140 |
2,470 |
|
|
22 |
3,800 |
2,980 |
|
|
25 |
4,910 |
3,850 |
|
|
28 |
6,160 |
4,830 |
|
|
32 |
8,040 |
6,310 |
+3,0 |
|
36 |
10,180 |
7,990 |
|
|
40 |
12,570 |
9,870 |
|
|
45 |
15,000 |
12,480 |
|
|
50 |
19,630 |
15,410 |
+2,0 |
|
55 |
23,760 |
18,650 |
|
|
60 |
28,270 |
22,190 |
|
|
70 |
38,480 |
30,210 |
|
|
80 |
50,270 |
39,460 |
|
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85·10кг/м
. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изменение № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590 для обычной точности прокатки.
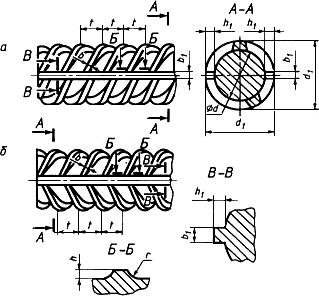
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм - по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт.1а, и специального назначения Ас-II (Ас300) профилем, приведенным на черт.2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Черт.1
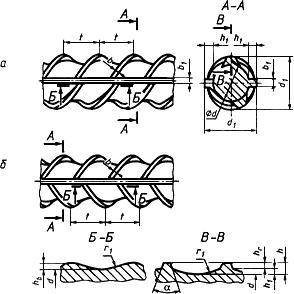
Черт.2
Сталь класса А-III (А400), изготовляемая профилем, приведенным на черт.1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на черт.1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой - левый заходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт.1а или 2а.
Профиль, приведенный на черт.2а, специального назначения изготовляют по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт.2а, б, могут уточняться.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготовляемого по черт.1а, б, должны соответствовать приведенным в табл.2, а по черт.2а, б - приведенным в табл.3.
(Измененная редакция, Изменение № 3).
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.
(Измененная редакция, Изменение № 3).
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяют.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
(Измененная редакция, Изменение № 3).
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров - в стержнях. Арматурную сталь классов А-IV (А600), А-V (А800) и А-VI (А1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм - по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
- мерной длины;
- мерной длины с немерными отрезками длиной не менее 2 м не более 15% от массы партии;
- немерной длины.
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7% от массы партии.
Таблица 2
|
Размеры в мм
|
||||||||||
|
Номер профиля (номинальный диаметр |
|
|
|
|
|
|
|
|
||
|
|
Номин. |
Пред. откл. |
Номин. |
Пред. |
|
|
|
|
|
|
|
6 |
5,75 |
+0,3 |
0,5 |
±0,25 |
6,75 |
0,5 |
5 |
0,5 |
1,0 |
0,75 |
|
8 |
7,5 |
|
0,75 |
|
9,0 |
0,75 |
|
0,75 |
1,25 |
1,1 |
|
10 |
9,3 |
|
1,0 |
±0,5 |
11,3 |
1,0 |
7 |
1,0 |
1,5 |
1,5 |
|
12 |
11,0 |
|
1,25 |
|
13,5 |
1,25 |
|
|
2,0 |
1,9 |
|
14 |
13,0 |
|
|
|
15,5 |
|
|
|
|
|
|
16 |
15,0 |
|
1,5 |
|
18,0 |
1,5 |
8 |
1,5 |
|
2,2 |
|
18 |
17,0 |
|
|
|
20,0 |
|
|
|
|
|
|
20 |
19,0 |
|
|
|
22,0 |
|
|
|
|
|
|
22 |
21,0 |
+0,4 |
|
|
24,0 |
|
|
|
|
|
|
25 |
24,0 |
|
|
|
27,0 |
|
|
|
|
|
|
28 |
26,5 |
+0,4 |
2,0 |
±0,7
|
30,5 |
2,0 |
9 |
|
2,5 |
3,0 |
|
32 |
30,5 |
|
|
|
34,5 |
|
10 |
2,0 |
3,0 |
|
|
36 |
34,5 |
|
2,5 |
|
39,5 |
2,5 |
12 |
|
|
|
|
40 |
38,5 |
|
|
|
43,5 |
|
|
|
|
|
|
45 |
43,0 |
|
3,0 |
|
49,0 |
3,0 |
15 |
2,5 |
3,5 |
4,5 |
|
50 |
48,0 |
|
|
|
54,0 |
|
|
|
|
|
|
55 |
53,0 |
+0,4 |
|
±1,0 |
59,0 |
|
|
|
4,0 |
|
|
60 |
58,0 |
|
|
|
64,0 |
|
|
|
|
5,0 |
|
70 |
68,0 |
+0,5 |
|
|
74,0 |
|
|
|
4,5 |
5,5 |
|
80 |
77,5 |
|
|
|
83,5 |
|
|
|
|
|
|
Примечание. По требованию потребителя предельные отклонения размера
|
||||||||||
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл.4.
Таблица 3
|
Размеры в мм
|
|||||||||||||
|
Номер профиля (номинальный диаметр |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
|
|
|
|
|
|
|
|
|
10 |
8,7 |
+0,3 |
1,6 |
±0,5 |
11,9 |
1,6 |
0,6 |
1,0 |
10 |
0,7 |
1,5 |
11 |
50° |
|
12 |
10,6
|
|
|
|
13,8 |
|
|
|
|
|
2,0 |
|
|
|
14 |
12,5 |
|
2,0 |
+0,65 |
16,5
|
2,0 |
0,8 |
1,2 |
12 |
1,0 |
2,0 |
12 |
|
|
16 |
14,2 |
|
2,5 |
|
19,2
|
2,5
|
1,0 |
1,5 |
|
|
|
|
|
|
18 |
16,2 |
|
|
|
21,2 |
|
|
|
|
|
|
|
|
|
20 |
18,2 |
|
|
|
23,2
|
|
|
|
|
|
|
|
|
|
22 |
20,3 |
+0,4 |
|
|
25,3 |
|
|
|
|
|
|
|
|
|
25 |
23,3 |
|
|
|
28,3
|
|
|
|
14 |
1,2 |
|
14 |
|
|
28 |
25,9 |
+0,4 |
3,0 |
+1,0 |
31,9 |
3,0 |
1,2 |
1,8 |
|
|
2,5 |
|
|
|
32 |
29,8 |
|
3,2
|
|
36,2
|
3,2 |
|
2,0 |
16 |
1,5
|
3,0 |
19 |
|
|
36 |
33,7 |
|
3,5 |
|
40,7 |
3,5 |
1,5 |
|
18 |
|
|
|
|
|
40 |
37,6 |
|
|
|
44,6 |
|
|
|
|
|
|
|
|
Таблица 4