Дата введения 1975-01-01









Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ПЛАСТМАССЫ Метод определения показателя текучести расплава термопластов ГОСТ 11645-73
Plastics. Determination of flow index of thermoplastics melt by extrusion plastometer
Взамен введен ГОСТ 11645-2021 в соответствии с Протоколом от 30.06.2021 № 141-П
Дата введения 1975-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химической промышленности
РАЗРАБОТЧИКИ:
А.М.Лобанов, Е.А.Анисимов, Е.Л.Виноградов, Н.И.Федорова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 6 апреля 1973 г. N 847
3. Периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 11645-65
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
|
ГОСТ 2789-73 |
1.1 |
|
ГОСТ 12423-66 |
2.2 |
|
ГОСТ 24104-88 |
1.2 |
6. Ограничение срока действия снято по решению Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-93)
7. ПЕРЕИЗДАНИЕ (июнь 1994 г.) с Изменениями N 1, 2, 3, утвержденными в январе 1980 г., декабре 1984 г., июне 1987 г. (ИУС 4-80*, 4-85, 10-87)
Настоящий стандарт распространяется на термопластичные пластмассы и устанавливает метод определения показателя текучести расплава термопластов. Сущность метода состоит в определении массы материала в граммах, экструдированного из прибора в течение 10 мин при заданных условиях температуры и давления.
(Измененная редакция, Изм. N 3).
1. АППАРАТУРА
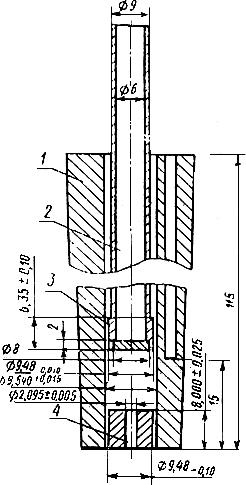
1.1. Для определения показателя текучести расплава термопластов применяется экструзионный пластомер (черт.1), измерительный узел которого состоит из экструзионной камеры, поршня, капилляра и дополнительного груза.
Поверхности прибора, контактирующие с испытуемым материалом, должны быть отполированы и должны иметь параметры шероховатости0,160 мкм по ГОСТ 2789-73 .
1.1.1. Экструзионная камера изготовлена из твердой стали. Высота камеры должна быть 115-180 мм.
Внутренний диаметр канала экструзионной камеры должны быть от 9,500 до 10,000 мм по всей высоте экструзионной камеры с допускаемым отклонением не более +0,036 мм.
Экструзионная камера окружена нагревателем, обеспечивающим ее нагрев до 673 К (400 °С). Основание камеры должно иметь теплоизоляцию, выполненную так, чтобы площадь открытой поверхности основания камеры не превышала 4 см.
(Измененная редакция, Изм. N 2, 3).
Черт.1
1.1.2. Терморегулирующее устройство должно обеспечивать автоматическое поддержание температуры с точностью до ±0,5 К (±0,5 °С).
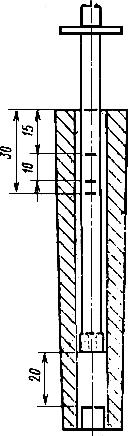
1.1.3. Контрольный термодатчик (ртутный термометр или термопару) помещают в боковой канал вблизи от экструзионной камеры так, чтобы его конец находился на расстоянии 15 мм от основания камеры.
Допускается наклонное расположение бокового канала относительно вертикальной оси экструзионной камеры.
Температуру измеряют с погрешностью не более 0,1 К (0,1 °С).
Пространство между термометром и стенкой экструзионной камеры заполняют теплопроводящим веществом.
1.1.4. Стальной поршень 2 хромирован и должен быть длиной с направляющей головкой не менее длины экструзионной камеры.
Направляющая головка 3 должна быть длиной (6,35±0,10) мм, диаметром 9,480мм. Нижняя кромка направляющей головки должна быть с радиусом закругления 0,2-0,4 мм. Острая верхняя кромка головки должна быть сглажена.
Диаметр штока поршня должен быть 9 мм. В верхней части штока поршня должна быть втулка для укладки дополнительного груза, термически изолированная от штока поршня. На штоке поршня имеются четыре кольцевые метки (см. черт.2).
Для обеспечения хорошей работы прибора экструзионная камера и поршень должны быть изготовлены из стали различной твердости. Экструзионную камеру рекомендуется изготовлять из более твердой стали. Поршень может быть полым или литым. При испытаниях с меньшими нагрузками применяют полый поршень, так как в противном случае может оказаться невозможным получить заданную нагрузку. Если испытания проводятся при повышенных нагрузках, применять полый поршень не рекомендуется, так как высокие нагрузки могут вызвать его деформацию.
Черт.2
1.1.3; 1.1.4. (Измененная редакция, Изм. N 3).
1.1.5. Капилляр 4 из закаленной стали должен быть длиной (8,000±0,025) мм, с внутренним диаметром капилляра (2,095±0,005) мм или (1,180±0,005) мм.
Наружный диаметр должен позволять свободную установку его в экструзионной камере. Внутренний диаметр капилляра выбирают в соответствии со стандартами или техническими условиями на каждый вид материала. Капилляр не должен выступать из экструзионной камеры. Камера должна иметь приспособление, удерживающее капилляр и позволяющее легко вынимать его для чистки прибора после каждого испытания.
1.1.6. Масса добавочного груза вместе с собственной массой поршня должны создавать требуемую нагрузку на испытуемый материал с допускаемым отклонением ±0,5% от нагрузки в соответствии с приложением 1.
Нагрузку () в Н (кгс) вычисляют по формуле
;
где- коэффициент, зависящий от диаметра капилляра и от выбранной нагрузки, определяют по обязательному приложению 1;
- диаметр направляющей головки поршня, мм;
- диаметр капилляра, мм.
1.2. Вспомогательное оборудование должно включать:
приспособление для введения образцов в экструзионную камеру;
инструмент для отсечения отрезков экструдируемого материала;
стержни для чистки капилляра;
ерш для чистки канала экструзионной камеры;