1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР









Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ПРОВОЛОКА ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ХОЛОДНОТЯНУТАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ ГОСТ 6727-80
Cold-drawn low-carbon steel wire for reinforced concrete. Specifications
Дата введения 1983-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
Е.М.Киреев, К.Г.Залялютдинов, Х.Н.Белалов, Н.А.Галкина, Т.А.Коршунова, К.В.Михайлов, В.И.Бондаренко, В.М.Скубко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15.05.80 N 2108
3. ВЗАМЕН ГОСТ 6727-53
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, приложения |
|
ГОСТ 1579-93 |
4.6 |
|
ГОСТ 6507-90
|
4.3, 4.4, приложение 1
|
|
ГОСТ 12004-81
|
4.5
|
|
ГОСТ 14192-96
|
5.6
|
|
ГОСТ 15102-75
|
5.3
|
|
ГОСТ 15150-69
|
5.4
|
|
ГОСТ 15846-2002
|
5.5
|
|
ГОСТ 20435-75
|
5.3
|
|
ГОСТ 21650-76
|
5.1a
|
|
ГОСТ 22225-76
|
5.3
|
|
ГОСТ 24597-81
|
5.1a
|
|
ОСТ 14-15-193-86
|
2.1, 5.1
|
5. Ограничение срока действия снято по протоколу 2-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ИЗДАНИЕ (май 2003 г.) с Изменениями N 1, 2, 3, 4, утвержденными в декабре 1984 г., июне 1987 г., октябре 1988 г., феврале 1990 г. (ИУС 3-85, 10-87, 1-89, 5-90)
Переиздание (по состоянию на апрель 2008 г.)
Настоящий стандарт распространяется на проволоку из низкоуглеродистой стали холоднотянутую периодического профиля класса Вр-1 для армирования железобетонных конструкций.
(Измененная редакция, Изм. N 2, 3).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. (Исключен, Изм. N 3).
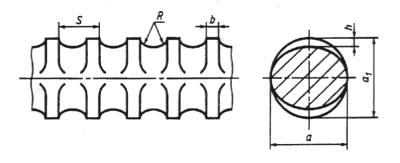
1.2. Основные параметры и размеры проволоки должны соответствовать указанным в табл.1.
Обозначения размеров проволоки приведены на чертеже.
Таблица 1
мм
|
Номи- |
Номи- нальный размер |
Предельные отклонения |
Глубина вмятин |
Предельные отклонения |
Номи- нальный шаг вмятин |
Предельные отклонения |
Длина выступа |
Предельные отклонения |
|
3,0 |
3,0 |
+0,03 |
0,15 |
+0,05 |
2,0 |
±0,2 |
0,6 |
±0,2 |
|
4,0 |
4,0 |
+0,04 |
0,20 |
|
2,5 |
|
0,8 |
|
|
5,0
|
5,0
|
+0,05
|
0,25
|
|
3,0
|
|
1,0
|
|
Примечание. Номинальный шаг вмятини радиус сопряжения поверхности вмятин с выступами
являются справочными величинами для конструирования профилирующего инструмента и на проволоке не проверяются.
(Измененная редакция, Изм. N 2, 3).
1.3. Радиус сопряжения поверхности вмятин с выступамидля проволоки всех диаметров должен быть равен (2,5±0,5) мм.
Допускается относительное смещение противоположных вмятин до 0,5и расположение их по винтовой линии оси проволоки.
(Измененная редакция, Изм. N 2).
1.4. Разность размерови
не должна превышать поля допуска на размер
.
Пример условного обозначения проволоки номинальным диаметром 3,0 мм:
Проволока 3 Вр-1 ГОСТ 6727-80.
(Измененная редакция, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Проволока изготовляется из катанки по ОСТ 14-15-193.
(Измененная редакция, Изм. N 1, 2).
2.2. Механические свойства проволоки должны соответствовать указанным в табл.2.
Таблица 2
|
Номинальный диаметр проволоки, мм |
Разрывное усилие |
Усилие, соответствующее условному пределу текучести |
Число |
Относительное удлинение |
|
|
|
не менее |
||||
|
3,0 |
39(400) |
35(355) |
|
2,0 |
|
|
4,0
|
71(720)
|
62(630)
|
|
2,5
|
|
|
5,0
|
106(1085)
|
97(985)
|
|
3,0
|
|
(Измененная редакция, Изм. N 1, 3).
2.3. На поверхности проволоки не должно быть трещин, плен, закатов, раковин.
Допускаются риски и царапины глубиной не более половины предельных отклонений на размери налет ржавчины.
(Измененная редакция, Изм. N 3).
2.4. Проволока изготовляется в мотках массой 500-1500 кг. Допускается изготовление проволоки в мотках массой 20-100 кг. Каждый моток должен состоять из одного отрезка проволоки. Проволока должна быть свернута в мотки неперепутанными рядами.
(Измененная редакция, Изм. N 2).
2.5. Линейная плотность проволоки должна соответствовать указанной в табл.3.
Таблица 3
|
Номинальный диаметр проволоки, мм |
Линейная плотность, кг, не более |
|
3,0 |
0,052 |
|
4,0
|
0,092
|
|
5,0
|
0,144
|
Расчетная площадь поперечного сечения и теоретическая линейная плотность проволоки приведены в приложении 2.