1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР









Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ФРЕЗЫ ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ОДНОЗАХОДНЫЕ ДЛЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ Технические условия ГОСТ 9324-80
С 1 июля 2017 года взамен введен ГОСТ 9324-2015, с установлением переходного периода для ГОСТ 9324-80 до 01.07.2018 г.
Finishing single-start hobbing cutters for cylindrical involute gears. Specifications
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
А.Н.Шевченко, М.Ф.Бокгольд, Л.Л.Белоусова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.10.80 N 5197
3. Срок проверки - 1992 г., периодичность проверки - 5 лет
4. Стандарт полностью соответствует СТ СЭВ 1795-79.
5. ВЗАМЕН ГОСТ 9324-60
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 8.051-81 |
4.8 |
|
ГОСТ 659-89 |
4.1 |
|
ГОСТ 1050-88 |
4.2 |
|
ГОСТ 1643-81 |
Приложение 2 |
|
ГОСТ 9013-59 |
4.11 |
|
ГОСТ 9378-93 |
4.12 |
|
ГОСТ 9472-90 |
2.8 |
|
ГОСТ 9847-79 |
4.12 |
|
ГОСТ 13755-81 |
Вводная часть |
|
ГОСТ 17336-80 |
4.8 |
|
ГОСТ 18065-91 |
4.1 |
|
ГОСТ 18088-83 |
2.17; 5.1 |
|
ГОСТ 19265-73 |
2.2 |
|
ГОСТ 19300-86 |
4.12 |
|
ГОСТ 20799-88 |
4.4 |
|
ГОСТ 23677-79 |
4.11 |
|
ГОСТ 23726-79 |
3.1 |
|
ГОСТ 24643-81 |
2.9 |
|
ГОСТ 25706-83 |
4.12; 4.13 |
7. Постановлением Госстандарта от 19.11.91 N 1758 снято ограничение срока действия
8. ПЕРЕИЗДАНИЕ (март 1996 г.) с Изменениями N 1, 2, утвержденными в июне 1987 г., в ноябре 1991 г. (ИУС 10-87, 2-92)
Настоящий стандарт распространяется на червячные чистовые фрезы для обработки зубчатых колес с эвольвентным профилем с исходным контуром по ГОСТ 13755 .
Требования стандарта в части разд.1, 2, 4, 5 и п.3.2 являются обязательными, другие требования - рекомендуемыми.
(Измененная редакция, Изм. N 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Фрезы должны изготовляться типов:
1 - цельные прецизионные модулей 1-10 мм класса точности ААА;
2 - цельные модулей 1-14 мм классов точности АА, А, В, С и D; модулей 16-20 мм классов точности АА и А;
3 - сборные модулей 8-25 классов точности А, В, С и D.
Фрезы всех типов должны изготовляться правозаходными и левозаходными.
(Измененная редакция, Изм. N 2).
1.2. Фрезы типа 2 модулей 1-10 мм должны изготовляться двух исполнений:
1 - нормальной длины,
2 - увеличенной длины.
Фрезы типа 2 модулей 11-20 мм должны изготовляться нормальной длины.
Фрезы типа 3 модулей 10-25 мм должны изготовляться двух исполнений:
1 - нормальных габаритов.
2 - уменьшенных габаритов.
Фрезы типа 3 модулей 8 и 9 мм должны изготовляться нормальных габаритов.
1.3. Фрезы классов точности ААА, АА и А должны изготовляться с модификацией профиля зубьев или без модификации (см. приложение 1).
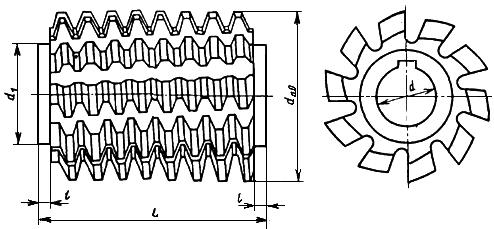
1.4. Основные размеры фрез должны соответствовать указанным на чертеже и в табл.1-3.
Примечание. В табл.1-3 фрезы по 1-му ряду модулей являются предпочтительными для применения.
1.5. Передний угол фрез - 0°, задний угол - 9-12°.
1.3-1.5. (Измененная редакция, Изм. N 1, 2).
1.6. Допускается изготовлять цельные фрезы с увеличенной длинойодного буртика.
1.7. Размеры профиля зубьев фрез указаны в приложении 1.
1.8. Расчетные размеры и назначение фрез указаны в приложении 2.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фрезы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Цельные фрезы и зубчатые рейки к сборным фрезам должны изготовляться из быстрорежущей стали по ГОСТ 19265 .
Допускается изготовлять фрезы из других марок быстрорежущей стали, обеспечивающих стойкость фрез в соответствии с требованиями настоящего стандарта.
2.3. Твердость фрез типов 1 и 2 и реек фрез типа 3-63...66. Для фрез, изготовленных из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более, твердость должна быть 64...66
.
У фрез типа 3 твердость поверхности посадочного отверстия и торцов должна быть не менее 37...40.
2.4. На всех поверхностях фрез не должно быть трещин, заусенцев и следов коррозии; на шлифованных поверхностях не должно быть забоин и выкрошенных мест.
2.5. Шлифованная часть зубьев фрез, обеспечивающая требуемую точность профиля, должна быть не менее 1/2 длины зуба, считая по окружности вершин зубьев, - для фрез модулей до 4 мм; и 1/3 длины зуба - для фрез модулей свыше 4 мм.