Дата введения 1991-01-01









Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ШТАНГЕНРЕЙСМАСЫ Технические условия ГОСТ 164-90
Vernier height gauges. Specifications
Дата введения 1991-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 23.02.90 N 266
3. ВЗАМЕН ГОСТ 164-80
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 2.601-2006 |
2.21.1 |
|
ГОСТ 8.001-80 |
3.2 |
|
ГОСТ 8.383-80 |
3.2 |
|
ГОСТ 9.014-78 |
2.23.1 |
|
ГОСТ 9.032-74 |
2.15 |
|
ГОСТ 9.303-84 |
2.15 |
|
ГОСТ 27.410-87 |
3.5 |
|
ГОСТ 2789-73 |
2.14 |
|
ГОСТ 3882-74 |
2.12 |
|
ГОСТ 13762-86 |
2.22.2; 2.23.2; разд.5 |
|
МИ 424-84 |
4.1 |
|
МИ 2190-92 |
4.1 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ. Июнь 2009 г.
Настоящий стандарт распространяется на штангенрейсмасы для измерения и разметки размеров.
1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
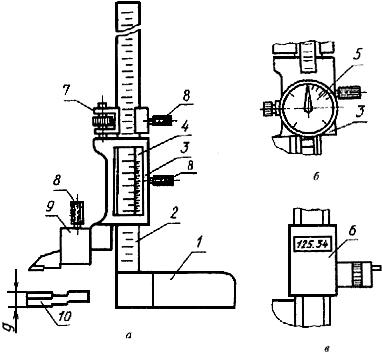
1.1. Штангенрейсмасы должны изготовляться следующих типов:
ШР - с отсчетом по нониусу (черт.1а );
ШРК - с отсчетным устройством с круговой шкалой (черт.1б );
ШРЦ - с электронным цифровым отсчетным устройством (черт.1в ).
1 - основание; 2 - штанга; 3 - рамка; 4 - нониус; 5 - круговая шкала; 6 - цифровое отсчетное устройство; 7 - микрометрическая подача; 8 - стопорные винты; 9 - разметочная ножка; 10 - измерительная ножка Черт.1
Примечание. Чертеж не определяет конструкцию штангенрейсмаса.
1.2. Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы и шаг дискретности цифрового отсчетного устройства и классы точности штангенрейсмасов должны соответствовать указанным в табл.1.
Таблица 1
мм
|
Диапазон измерений |
Значение отсчета по нониусу |
Цена деления круговой шкалы отсчетного устройства |
Шаг дискретности цифрового отсчетного устройства, классов точности 1:2 |
|
0-250 |
0,05 |
0,02; 0,05 |
0,01 |
|
40-400 |
|
0,05 |
|
|
60-630 |
0,05; 0,10 |
|
|
|
100-1000 |
|
|
|
|
600-1600 |
0,10 |
- |
- |
|
1500-2500 |
|
|
|
Пример условного обозначения штангенрейсмаса типа ШР с диапазоном измерения 0-250 мм и значением отсчета по нониусу 0,05 мм:
Штангенрейсмас ШР-250-0,05 ГОСТ 164-90
То же, штангенрейсмаса типа ШРК с диапазоном измерения 0-250 мм и ценой деления круговой шкалы 0,02 мм:
Штангенрейсмас ШРК-250-0,02 ГОСТ 164-90
То же, штангенрейсмаса типа ШРЦ с диапазоном измерения 0-250 мм и шагом дискретности 0,01 мм:
Штангенрейсмас ШРЦ-250-0,01 ГОСТ 164-90
1.3. Штангенрейсмасы следует изготовлять с микрометрической подачей рамки.
1.4. Длину нониуса следует выбирать из ряда:
9; 19; 39 мм - при значении отсчета по нониусу 0,1 мм;
19; 39 мм - при значении отсчета по нониусу 0,05 мм.
Длинные штрихи нониуса допускается отмечать целыми числами.
1.5. Штангенрейсмас типа ШРЦ должен обеспечивать выполнение функций, характеризующих степень автоматизации, в соответствии с перечнем, приведенным в приложении.
1.6. Электрическое питание штангенрейсмаса типа ШРЦ - от автономного встроенного источника питания или от сети общего назначения напряжением 220 В через блок питания.
1.7. Конструкция штангенрейсмасов с цифровым отсчетным устройством должна обеспечивать правильность показаний при наибольшей допустимой скорости перемещения рамки не менее 0,5 м/с.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Штангенрейсмасы следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Предел допускаемой погрешности штангенрейсмасов как при незатянутом, так и при затянутом зажиме рамки, при температуре окружающей среды (20±10) °С, должен соответствовать указанному в табл.2.
Таблица 2
мм
|
Измеряемая длина |
Предел допускаемой погрешности штангенрейсмасов (±) |
|||||
|
|
со значением отсчета по нониусу |
с ценой деления круговой шкалы отсчетного устройства |
с шагом дискретности цифрового отсчетного устройства |
|||
|
|
0,05 |
0,10 |
0,02 |
0,05 |
0,01 для классов точности |
|
|
|
|
|
|
|
1 |
2 |
|
До 250 |
0,05 |
0,05 |
0,03 |
0,05 |
0,03 |
0,05 |
|
Св. 250 до 400 |
|
|
- |
|
0,04 |
0,06 |
|
Св. 400 до 630 |
|
0,10 |
|
0,10 |
0,05 |
0,07 |
|
Св. 630 до 1000 |
0,10 |
|
|
|
0,07 |
0,09 |
|
Св. 1000 до 1600 |
- |
0,15 |
|
- |
- |
|
|
Св. 1600 до 2500 |
|
0,20 |
|
|
|
|
|
Примечания: 1. За измеряемую длину принимают номинальное расстояние между измерительной поверхностью ножки и поверочной плитой. 2. Погрешность штангенрейсмасов не должна превышать значений, указанных в табл.2, при поверке их по плоскопараллельным концевым мерам длины из стали. |
||||||
2.3. Допуск параллельности верхней и нижней измерительных поверхностей ножки:
0,004 мм - при цене деления круговой шкалы 0,02 мм и шаге дискретности 0,01 мм;
0,006 мм - при значении отсчета по нониусу и цене деления круговой шкалы 0,05 мм;
0,01 мм - при значении отсчета по нониусу 0,1 мм.
2.4. Допуск прямолинейности измерительных поверхностей разметочной и измерительной ножек - 0,004 мм. По краям плоских измерительных поверхностей в зоне шириной не более 0,5 мм допускаются завалы.
2.5. Измерительные плоскости разметочной и измерительной ножек должны быть параллельны основанию штангенрейсмаса.