1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР








Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР СТАНКИ УНИВЕРСАЛЬНО-ЗАТОЧНЫЕ Нормы точности ГОСТ 1584-87
Universal tool-grinding machines. Standards of accuracy
Срок действия с 01.01.89 до 01.01.94 для станков класса точности А с 01.01.90
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В.С.Васильев, д-р техн. наук; А.Н.Байков, канд. техн. наук; Н.Ф.Хлебалин, д-р техн. наук; Г.М.Фатеев, канд. техн. наук; Ю.И.Варварова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.12.87 N 4547
3. Срок проверки - 1992 г., периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 1584-75
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 8-82 |
1.1 |
|
ГОСТ 2789-73 |
2.8 |
|
ГОСТ 22267-76 |
1.2; 1.3-1.13; 2.7 |
|
ГОСТ 25443-82 |
2.1 |
|
ГОСТ 25889.1-83 |
2.6 |
|
ГОСТ 25889.4-86 |
2.6 |
6. ПЕРЕИЗДАНИЕ. Январь 1989 г.
Настоящий стандарт распространяется на универсально-заточные станки с подвижным столом общего назначения классов точности П, В и А.
1. ТОЧНОСТЬ СТАНКА
1.1. Общие требования к испытаниям станков на точность - по ГОСТ 8-82 .
Нормы точности станков не должны превышать значений, указанных в пп.1.2-1.13.
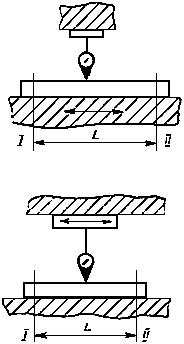
1.2. Параллельность рабочей поверхности стола продольному перемещению стола и поперечному перемещению шлифовальной головки или стола
Черт.1
Таблица 1
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
|
П |
В |
А |
|
До 160 |
10 |
6 |
4 |
|
Св. 160 " 250 |
12 |
8 |
5 |
|
" 250 " 400 |
16 |
10 |
6 |
|
" 400 " 630 |
20 |
12 |
8 |
|
" 630 " 1000 |
25 |
16 |
10 |
Измерение - по ГОСТ 22267-76 , разд.6 , методы 1a, 2a (черт.1).
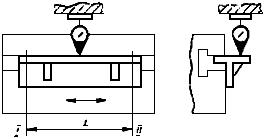
1.3. Параллельность направляющей боковой стороны паза стола продольному перемещению стола при наличии жесткой фиксации стола, или, при ее отсутствии, прямолинейность направляющей боковой стороны паза стола
Черт.2
Таблица 2
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
|
П |
В |
А |
|
До 160 |
6 |
4 |
2,5 |
|
Св. 160 " 250 |
8 |
5 |
3 |
|
" 250 " 400 |
10 |
6 |
4 |
|
" 400 " 630 |
12 |
8 |
5 |
|
" 630 " 1000 |
16 |
10 |
6 |
1.3.1. Измерение параллельности - по ГОСТ 22267-76 , разд.6, метод 1в (черт.2).
При ширине Т-образного паза меньшей или равной 14 мм поверочную линейку не применять.
1.3.2. Измерение прямолинейности
На неподвижной части станка укрепляют измерительный прибор так, чтобы его измерительный наконечник касался направляющей боковой стороны паза стола.
Стол устанавливают таким образом, чтобы показания измерительного прибора по концам паза были одинаковыми.
Стол перемещают на всю длину хода.
Отклонение равно наибольшей алгебраической разности показаний измерительного прибора на длине хода.
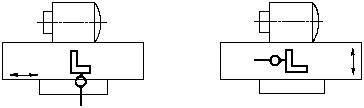
1.4. Перпендикулярность поперечного перемещения стола или шлифовальной головки продольному перемещению стола
Черт.3
Таблица 3
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
|
П |
В |
А |
|
До 160 |
20 |
12 |
8 |
|
Св. 160 " 250 |
25 |
16 |
10 |
|
" 250 " 400 |
32 |
20 |
12 |
Измерение - по ГОСТ 22267-76 , разд.8, метод 1 (черт.3).
Поверочный угольник устанавливают на рабочую поверхность стола.
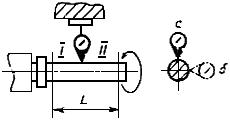
1.5. Радиальное биение конического отверстия шлифовального шпинделя:
1) у торца шпинделя;
2) на расстоянии
Черт.4
Таблица 4
|
Наибольший диаметр изделия, устанавливаемого в центровых бабках, мм |
Номер проверки |
|
Допуск, мкм, для станков класса точности |
||
|
|
|
|
П |
В |
А |
|
До 160 |
1.5.1 |
- |
4 |
2,5 |
1,5 |
|
|
1.5.2 |
150 |
6 |
4 |
2,5 |
|
Св. 160 " 250 |
1.5.1 |
- |
5 |
3 |
2 |
|
|
1.5.2 |
200 |
8 |
5 |
3 |
|
" 250 " 400 |
1.5.1 |
- |
6 |
4 |
2,5 |
|
|
1.5.2 |
300 |
10 |
6 |
4 |
Измерение - по ГОСТ 22267-76 , разд.15, метод 2 (черт.4).