1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР









Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ПРУТКИ ИЗ СПЛАВА МОНЕЛЬ Технические условия ГОСТ 1525-91
Взамен введен ГОСТ 1525-2015
Rods of Monel. Specifications
Дата введения 1992-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
В.Н.Федоров, д-р техн. наук; Ю.М.Лейбов, канд. техн. наук; Н.В.Сифорова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 10.09.91 N 1440
3. ВЗАМЕН ГОСТ 1525-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 166-89 |
3.2 |
|
ГОСТ 427-75 |
3.2 |
|
ГОСТ 492-73 |
1.3.1.1 |
|
ГОСТ 701-89 |
Приложение |
|
ГОСТ 1497-84 |
3.6 |
|
ГОСТ 3282-74 |
1.5.1, 1.5.2, 1.5.3 |
|
ГОСТ 3560-73 |
1.5.3 |
|
ГОСТ 6507-90 |
3.2 |
|
ГОСТ 6689.1-92 -ГОСТ 6689.3-92 |
3.7 |
|
ГОСТ 6689.5-92 -ГOCT 6689.7-92 |
3.7 |
|
ГОСТ 6689.10-92 -ГОСТ 6689.19-92 |
3.7 |
|
ГОСТ 7502-89 |
3.2 |
|
ГОСТ 8026-92 |
3.3 |
|
ГОСТ 9557-87 |
1.5.3 |
|
ГОСТ 14192-77 |
1.4.1, 4.2 |
|
ГОСТ 15846-79 |
1.5.4 |
|
ГОСТ 18242-72 |
2.2 |
|
ГОСТ 18321-73 |
2.2 |
|
ГОСТ 21650-76 |
1.5.3 |
|
ГОСТ 24047-80 |
3.6 |
|
ГОСТ 24231-80 |
2.8 |
|
ГОСТ 24597-81 |
1.5.3 |
|
ГОСТ 26653-90 |
4.1 |
|
ГОСТ 26877-91 |
3.3 |
|
ТУ 2-034-225-87 |
3.3 |
5. ПЕРЕИЗДАНИЕ
ВНЕСЕНА поправка , опубликованная в ИУС N 9, 2000 год
Поправка внесена изготовителем базы данных
Настоящий стандарт распространяется на тянутые и горячекатаные прутки круглого сечения из никелевого сплава монель.
Требования пп.1.1, 1.2, 1.3.1, 1.4, 1.5 и разд.2, 3, 4 настоящего стандарта являются обязательными. Другие требования настоящего стандарта являются рекомендуемыми.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Прутки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
1.2. Основные параметры и размеры
1.2.1. Размеры тянутых прутков и предельные отклонения по ним должны соответствовать указанным в табл.1.
Таблица 1
|
|
Предельные отклонения по диаметру, мм |
|
|
||
|
Номинальный диаметр, мм |
высокой точности |
повышенной точности |
нормальной точности |
Площадь поперечного сечения, мм |
Расчетное значение линейной плотности, кг/м |
|
5,0 |
-0,05 |
-0,08 |
-0,16 |
19,6 |
0,17 |
|
5,5 |
-0,05 |
-0,08 |
-0,16 |
23,8 |
0,21 |
|
6,0 |
-0,05 |
-0,08 |
-0,16 |
28,3 |
0,25 |
|
7,0 |
-0,06 |
-0,10 |
-0,20 |
38,5 |
0,34 |
|
8,0 |
-0,06 |
-0,10 |
-0,20 |
50,3 |
0,45 |
|
9,0 |
-006 |
-0,10 |
-0,20 |
63,6 |
0,57 |
|
10,0 |
-0,06 |
-0,10 |
-0,20 |
78,5 |
0,70 |
|
11,0 |
-0,07 |
-0,12 |
-0,24 |
95,0 |
0,85 |
|
12,0 |
-0,07 |
-0,12 |
-0,24 |
113,1 |
1,01 |
|
14,0 |
-0,07 |
-0,12 |
-0,24 |
153,9 |
1,37 |
|
16,0 |
-0,07 |
-0,12 |
-0,24 |
201,0 |
1,79 |
|
18,0 |
-0,07 |
-0,12 |
-0,24 |
254,3 |
2,26 |
|
20,0 |
-0,08 |
-0,14 |
-0,28 |
314,0 |
2,80 |
|
22,0 |
-0,08 |
-0,14 |
-0,28 |
380,0 |
3,38 |
|
25,0 |
-0,08 |
-0,14 |
-0,28 |
490,6 |
4,37 |
|
28,0 |
-0,08 |
-0,14 |
-0,28 |
615,4 |
5,48 |
|
30,0 |
-0,08 |
-0,14 |
-0,28 |
706,5 |
6,29 |
|
35,0 |
-0,10 |
-0,17 |
-0,34 |
961,6 |
8,56 |
|
40,0 |
-0,10 |
-0,17 |
-0,34 |
1256,0 |
11,18 |
Примечание. Расчетное значение линейной плотности вычислено по номинальному диаметру прутков. Плотность монели принята равной 8,9 г/см.
1.2.2. Диаметры горячекатаных прутков и предельные отклонения по ним должны соответствовать указанным в табл.2.
Таблица 2
|
Номинальный диаметр, мм |
Предельные отклонения по диаметру, мм |
Площадь поперечного сечения, мм |
Расчетное значение линейной плотности, кг/м |
|
35 |
-1,6 |
961,6 |
8,5 |
|
40 |
-1,6 |
1256,0 |
11,18 |
|
45 |
-1,6 |
1589,6 |
14,15 |
|
50 |
-1,6 |
1962,5 |
17,47 |
|
60 |
-1,9 |
2826,0 |
25,15 |
|
70 |
-1,9 |
3846,5 |
34,23 |
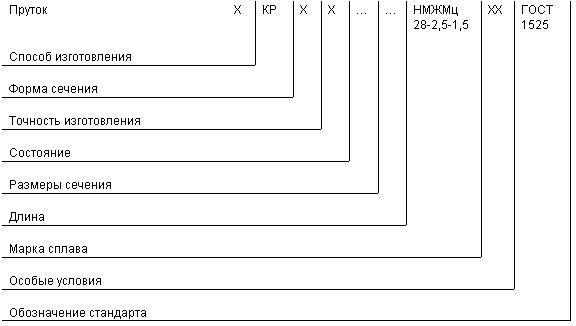
Условное обозначение прутков проставляется по схеме:
|
при следующих сокращениях |
|
|
холоднодеформируемые (тянутые) |
- Д; |
|
горячедеформируемые (катаные) |
- Г. |
|
форма сечения: |
|
|
круглые |
КР. |
|
Точность изготовления: |
|
|
нормальная |
- Н; |
|
повышенная |
- П; |
|
высокая |
- В. |
|
Состояние: |
|
|
мягкое |
- М; |
|
твердое |
- Т. |
|
Длина: |
|
|
немерная |
- НД; |
|
кратная мерной |
- КД; |
|
Особые условия: |
|
|
для обработки на автоматах |
- АВ. |
Примечание. Знак "Х" ставится вместо отсутствующие данных, кроме обозначения особых условий.
Примеры условных обозначений:
Пруток тянутый, круглый, высокой точности изготовления, мягкий, диаметром 10 мм, немерной длины, из монеля марки НМЖМц 28-2,5-1,5:
Пруток ДКРВМ 10 НД НМЖМц 28-2,5-1,5 ГОСТ 1525-91
То же, тянутый, круглый, повышенной точности изготовления, твердый, диаметром 12 мм, длиной, кратной 1000 мм, из монеля марки НМЖМц 28-2,5-1,5;
Пруток ДКРПТ 12 КД 1000 НМЖМц 28-2,5-1,5 ГОСТ 1525-91
То же, тянутый, круглый, нормальной точности изготовления, твердый, диаметром 10 мм, длиной 4000 мм, для обработки на автоматах, из монеля марки НМЖМц 28-2,5-1,5:
Пруток ДКРНТ 10х4000 НМЖМц 28-2,5-1,5 АВ ГОСТ 1525-91
То же, горячекатаный, круглый, диаметром 60 мм, немерной длины, из монеля марки НМЖМц 28-2,5-1,5:
Пруток ГКРХХ 60 НД НМЖМц 28-2,5-1,5 ГОСТ 1525-91
1.3. Характеристики
1.3.1. Характеристики обязательного исполнения
1.3.1.1 Прутки изготовляют из сплава монель марки НМЖМц 28-2,5-1,5 с химическим составом по ГОСТ 492 .
1.3.1.2. По состоянию материала тянутые прутки изготовляют мягкими (М) и твердыми (Т).
Горячекатаные прутки изготовляют нетравлеными.
1.3.1.3. Поверхность прутков должна быть чистой без трещин и расслоений. На поверхности прутков допускаются малозначительные плены, риски, царапины, забоины, раковины, следы протяжки и правки глубиной не более предельного отклонения по диаметру.
Допускаются потемнения поверхности на тянутых прутках и цвета побежалости.
1.3.1.4. В изломе прутков не должно быть посторонних включений, расслоений, пустот.
Число и размер волосовин, допускаемых внутри прутков, устанавливаются по согласованию изготовителя с потребителем.
На прутках, предназначенных для сварки, допускаются волосовины.
1.3.1.5. Прутки должны быть ровно обрезаны с торцов.