Дата введения 1982-01-01
| Продукты: |
|


Отправить по почте
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ Основные нормы взаимозаменяемости РЕЗЬБА МЕТРИЧЕСКАЯ ДЛЯ ДИАМЕТРОВ МЕНЕЕ 1 мм Допуски ГОСТ 9000-81
Basic norms of interchangeability. Metric screw thread for diameters less than 1 mm. Tolerances
Дата введения 1982-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 15 июня 1981 г. N 2945
ВЗАМЕН ГОСТ 9000-73 (в части разд. 2)
ПЕРЕИЗДАНИЕ
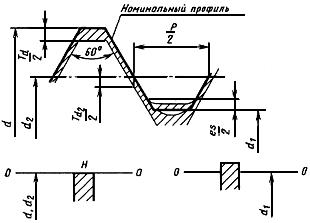
Настоящий стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150-81 , диаметрами от 0,25 до 0,9 мм по ГОСТ 8724-81 , основными размерами по ГОСТ 24705-81 и устанавливает допуски и предельные отклонения для посадок с зазором.
Стандарт полностью соответствует СТ СЭВ 837-78.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
1.1. Обозначения, принятые в настоящем стандарте, приведены ниже:
- наружный диаметр наружной резьбы;
- внутренний диаметр наружной резьбы;
- средний диаметр наружной резьбы;
- наружный диаметр внутренней резьбы;
- внутренний диаметр внутренней резьбы;
- средний диаметр внутренней резьбы;
- шаг резьбы;
- высота исходного треугольника;
- наибольший радиус впадины наружной резьбы;
,
,
,
- допуски диаметров
,
,
,
;
- верхнее отклонение диаметров наружной резьбы;
- верхнее отклонение диаметров внутренней резьбы;
- нижнее отклонение диаметров наружной резьбы;
- нижнее отклонение диаметров внутренней резьбы;
- наименьшая рабочая высота профиля;
- наибольшая рабоча
я высота профиля.
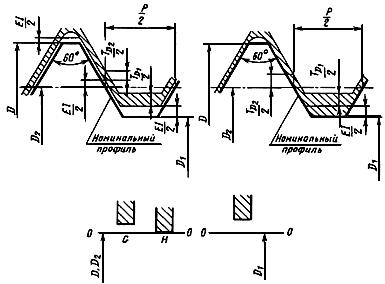
1.2. Схемы полей допусков наружной и внутренней резьбы приведены на черт.1.
Черт.1. Схемы полей допусков наружной и внутренней резьбы
Положения полей допусков наружной резьбы
Положения полей допусков внутренней резьбы
|
С основным отклонением G
|
С основным отклонением Н
|
|||
|
|
||||
Черт.1
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
1.3. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемыми цифрами. Степени точности диаметров резьбы приведены в табл.1.
Таблица 1
|
Вид резьбы |
Диаметр резьбы |
Степень точности |
|
Наружная резьба |
|
3; 5 |
|
|
|
5 |
|
Внутренняя резьба |
|
3; 4 |
|
|
|
5; 6 |
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметрови
не устанавливаются.
1.4. Положения полей допусков диаметров резьбы, определяемые основными отклонениями, приведены на черт.1 и в табл.2.
Таблица 2
|
Вид резьбы |
Диаметр резьбы |
Степень точности |
|
Наружная резьба |
|
h |
|
|
|
h |
|
|
|
* |
|
Внутренняя резьба |
|
G; H |
|
|
|
G; H |
|
|
|
* |
* Буквенные обозначения не предусмотрены.
2. ОБОЗНАЧЕНИЯ
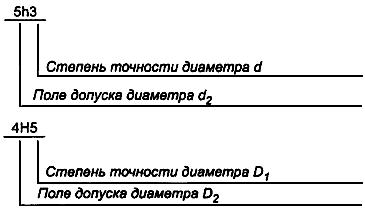
2.1. Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра (степени точности и основного отклонения), помещаемого на первом месте, и степени точности диаметра выступов (наружного диаметра для наружной резьбы и внутреннего диаметра для внутренней резьбы).
Например:
2.2. В условном обозначении резьбы обозначение поля допуска резьбы должно следовать за обозначением размера резьбы.
Например: M0,5 - 5h3;