1. РАЗРАБОТАН И ВНЕСЕН ЦНИИЧЕРМЕТ МЧМ СССР
-
Продукты:
 Консультации
Консультации









Консультации
Отправить по почте
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР СТАЛЬ Метод испытания на прокаливаемость ГОСТ 5657-69
Steel. Methods for the determination of hardenability
Срок действия с 01.07.70 до 01.01.95
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН ЦНИИЧЕРМЕТ МЧМ СССР
РАЗРАБОТЧИКИ
Р.И.Колясникова, Е.В.Кручинина, С.Н.Мищеринова, К.Г.Попова, В.Н.Зикеев
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР N 750 от 27.06.69
3. Стандарт полностью соответствует СТ СЭВ 475-88, ИСО 642-79 в части метода испытаний, аппаратуры, отбора образцов
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 2789-73 |
5.2 |
|
ГОСТ 3118-77 |
Приложение |
|
ГОСТ 4461-77 |
Приложение |
|
ГОСТ 7564-73 |
2.2 |
|
ГОСТ 9013-59 |
5.6 |
|
ГОСТ 25172-82 |
5.6 |
6. ПЕРЕИЗДАНИЕ (январь 1993 г.) с Изменениями N 1, 2, утвержденными в январе 1980 г., октябре 1989 г. (ИУС 3-80, 2-90)
Настоящий стандарт устанавливает определение прокаливаемости углеродистых и легированных конструкционных, инструментальных и подшипниковых сталей (за исключением сталей, закаливающихся на воздухе, и сталей с очень низкой прокаливаемостью) методом торцовой закалки (по Джомини).
Испытание прокаливаемости стали методом торцовой закалки состоит в том, что один торец цилиндрического образца, нагретого до температуры закалки, охлаждают водой в специальной установке при условиях, приведенных в пп.4.1-4.5.
После закалки измеряют твердость по длине образца от охлажденного водой торца к незакаленной головке и по полученным данным строят диаграмму твердости (пп.5.1-5.6; 6.1-6.3).
Применение метода прокаливаемости предусматривается в стандартах и технических условиях, устанавливающих технические требования на металлопродукцию.
1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И ОБОЗНАЧЕНИЯ
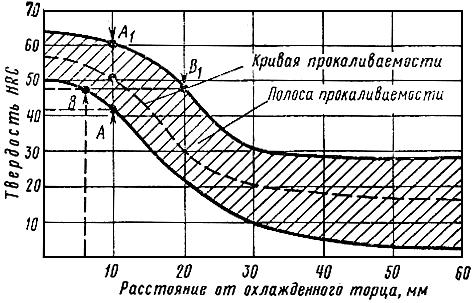
1.1. Под прокаливаемостью понимают глубину проникновения закаленной зоны. При определении прокаливаемости методом торцовой закалки прокаливаемость стали одной плавки характеризуется кривой, построенной в координатах: твердость (по оси ординат) - расстояние от охлаждаемого торца (по оси абсцисс).
Прокаливаемость стали характеризуется марочной полосой прокаливаемости, определяемой граничными кривыми, установленными для нескольких плавок данной марки стали (черт.1).
Черт.1
Черт.1
1.2. Прокаливаемость стали может быть выражена индексами (цифровыми показателями) прокаливаемости (вместо кривой или полосы прокаливаемости).
Индекс прокаливаемостивыражается твердостью (HRC) на данном расстоянии от охлажденного торца (
в мм) по одному из следующих вариантов (см. черт.1):
а) твердость максимальная или минимальная на заданном расстоянии;
б) минимальное и максимальное значение твердости на заданном расстоянии от охлажденного торца (точкии
) -
;
в) минимальное и максимальное расстояние от охлаждаемого торца с определенной твердостью (точкии
) -
;
г) максимальные значения твердости на разных расстояниях от охлаждаемого торца (точкии
) -
;
;
д) максимальные значения твердости на разных расстояниях от охлаждаемого торца (точкии
) -
;
.
1.3. Обозначения параметров и их значения приведены в справочном приложении 1а.
(Введен дополнительно, Изм. N 2).
2. ОТБОР ОБРАЗЦОВ ДЛЯ ОПРЕДЕЛЕНИЯ ПРОКАЛИВАЕМОСТИ
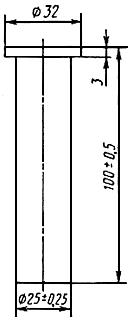
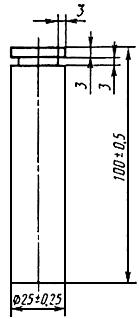
2.1. Образец для испытания стали на прокаливаемость должен быть цилиндрической формы диаметром (25±0,25) мм и длиной (100±0,5) мм.
Конец образца, который не подвергается закалке, должен быть снабжен заплечиком или фланцем (черт.2).
Черт.2
|
Образец с фланцем |
Образец с проточкой |
Черт.2
(Измененная редакция, Изм. N 2).
2.2. Из прутков сечением от 28 до 50 мм образец вытачивают из центра в соответствии с требованиями ГОСТ 7564-73 , а из прутков сечением 50 мм и свыше - из перекованной и перекатанной пробы на круг-квадрат размером 30мм. На поверхности образца не допускаются следы обезуглероживания.
2.2.1. При диаметре или толщине прутка более 150 мм образец допускается отбирать вырезкой таким образом, чтобы его ось располагалась на расстоянии 20 мм от поверхности прутка.
2.2.2. Допускается использование образцов, изготовленных из литой пробы.
2.2.3. В случае если размер металлоизделия не позволяет приготовить стандартный образец для испытания, то он должен быть изготовлен из полуфабриката, который в дальнейшем предназначен для изготовления изделий.
2.2.1-2.2.3. (Введены дополнительно, Изм. N 2).
2.3. Перед изготовлением образца заготовка должна быть подвергнута термической обработке:
нормализации - заготовка из конструкционной стали;
отжигу - заготовка из инструментальной и подшипниковой стали (в случае изготовления образцов из неотожженной стали).
Структура стали после отжига должна соответствовать требованиям соответствующего стандарта на сталь в отожженном состоянии.
Время выдержки стали при нормализации должно быть от 30 до 60 мин.

Эта возможность доступна только для зарегистрированных пользователей. Пожалуйста, войдите или зарегистрируйтесь. |
|
| Регистрация | |