
Настоящий стандарт устанавливает методы ультразвукового контроля качества сварных соединений арматуры, выполняемых при изготовлении, монтаже сборных и возведении монолитных железобетонных конструкций.
Внимание! Документ утратил силу с 19.12.2022
Документ показан в демонстрационном режиме!

ГОСТ 23858-79 ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА СССР БЕТОН И ЖЕЛЕЗОБЕТОННЫЕ ИЗДЕЛИЯ МЕТОДЫ ИСПЫТАНИЙ МАТЕРИАЛОВ ГОСТ 23858-79
Взамен введен с 19 декабря 2022 г. ГОСТ 23858-2019 с установлением переходного периода для ГОСТ 23858-79 до 19.12.2023 г. в соответствии с Приказом Председателя Комитета технического регулирования и метрологии Министерства торговли и интеграции РК от 19.12.2022 № 420-НҚ
Часть 2 Москва ИЗДАТЕЛЬСТВО СТАНДАРТОВ
1980 Постановлением Государственного комитета СССР по делам строительства от 28 сентября 1979 г. № 182 срок введения установлен
с 01.01. 1981 г.
Несоблюдение стандарта преследуется по закону
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Ультразвуковые методы контроля качества сварных соединений, установленные настоящим стандартом, следует применять:
для стыковых однорядных соединений стержней диаметром от 20 до 40 мм из арматурной стали классов A-II и A-III по ГОСТ 5781-75, выполненных ванными и многослойными способами сварки в инвентарных формах, на стальных скобах-накладках и подкладках или без формующих и вспомогательных элементов;
для тавровых соединений арматурных стержней диаметром от 8 до 40 мм с пластинами (плоскими элементами закладных деталей) толщиною от 6 до 30 мм, выполненных сваркой под флюсом.
1.2. Ультразвуковой контроль следует выполнять при температуре окружающей среды от плюс 40 до минус 25°С. При температуре окружающей среды от минус 10 до минус 25°С следует предварительно нагреть контролируемое соединение до 30-50°С.
1.3. Ультразвуковому контролю подлежат сварные стыковые соединения стержней с отношением диаметров в пределах 0,80-1,0.
1.4. Ультразвуковые методы контроля позволяют выявить внутренние дефекты (трещины, непровары, поры и шлаковые включения) в сварных соединениях без расшифровки их характера и координат.
Характеристикой качества соединения служит величина амплитуды прошедшего через сварной шов или отражённого ультразвукового сигнала, которая измеряется в децибелах.
1.5. Контроль сварных соединений следует осуществлять методами:
теневым - стыковых соединений стержней, выполненных в инвентарных формах или без формующих вспомогательных элементов (черт.1 );
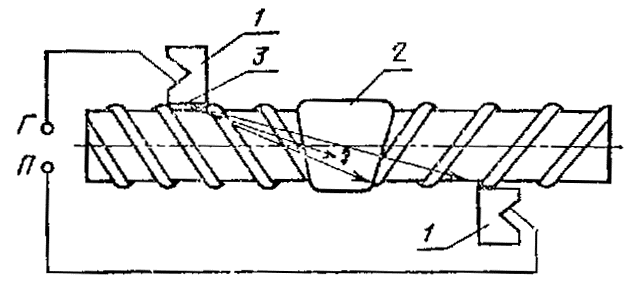
1 - наклонные искатели; 2 - сварное соединение; 3 - метка, соответствующая точке выхода луча (ГОСТ 1782-76); Г - вывод к генератору ультразвуковых колебаний; П - вывод к приемнику
Черт. 1
зеркально-теневым - стыковых соединений стержней, выполненных на стальных скобах-накладках или подкладках (черт. 2 );
Полная версия