ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР Деревообрабатывающее оборудование СТАНКИ ЛЕНТОЧНОПИЛЬНЫЕ СТОЛЯРНЫЕ Основные параметры. Нормы точности ГОСТ 6854-88
ID документа скопирован в буфер обмена
Языки документа
Документ показан в демонстрационном режиме!
Стоимость: 800 тг/год

|
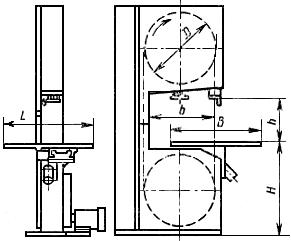
Наименование параметра |
Значение |
||
|
1. Диаметр |
400 |
800 |
|
|
2. Наибольшая ширина пильной ленты, не менее |
20 |
50; 40 |
|
|
3. Скорость пильной ленты, м/с, не более |
30 |
40 |
|
|
4. Наибольшая высота |
200 |
400 |
|
|
5. Вылет |
360 |
750 |
|
|
6. Размеры стола, не менее |
ширина |
500 |
1000 |
|
|
длина |
500 |
1000 |
|
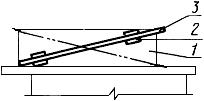
7. Наибольший угол наклона стола относительно плоскости пропила |
45° |
||
|
8. Наибольшая скорость подачи станков с делительно-подающим механизмом, м/мин, не менее |
- |
30 |
|

Ссылка на абзац скопирована в буфер обмена
Ссылка на документ скопирована в буфер обмена
Документ добавлен в избранное
Комментарий удален
Закладка успешно добавлена
Закладка удалена
Закладка изменена
Функция доступна только для подписчиков системы
Чтобы оставить закладку, пожалуйста
Комментарий успешно добавлен